|
|






 Arabic
Arabic Bengali
Bengali Chinese
Chinese English
English French
French German
German Hebrew
Hebrew Hindi
Hindi Italian
Italian Japanese
Japanese Korean
Korean Malay
Malay Polish
Polish Portuguese
Portuguese Spanish
Spanish Turkish
Turkish Ukrainian
Ukrainian Vietnamese
Vietnamese|
RESUMO DA AULA, CRIBS
Ciência de materiais. Notas de aula: resumidamente, o mais importante
Diretório / Notas de aula, folhas de dicas Índice analítico
PALESTRA Nº 1. A estrutura da madeira 1. Tipos de espécies de árvores e partes de uma árvore As árvores em crescimento têm os seguintes componentes: raízes, tronco, galhos, folhas. O sistema radicular das árvores atua como fornecedor de umidade e nutrientes do solo através do tronco e galhos até as folhas. Além disso, as raízes mantêm as árvores eretas. Através dos galhos, a umidade entra nas folhas, onde ocorre o processo de fotossíntese - a conversão da energia radiante do sol em energia de ligações químicas de substâncias orgânicas com a absorção de dióxido de carbono do ar e a liberação de oxigênio . Não é por acaso que as florestas são chamadas de pulmões do planeta. Os produtos da fotossíntese das folhas são transmitidos pelos galhos para o restante das árvores - o tronco e as raízes. Assim, os galhos funcionam como canais pelos quais ocorre a troca de substâncias entre as folhas e o restante da árvore. As árvores coníferas - pinheiros, cedros, abetos, larícios - têm folhas estreitas - agulhas e madeiras duras - folhas largas. Como regra, as árvores de folha caduca crescem principalmente nas latitudes temperadas e do sul, enquanto as coníferas crescem nas do norte. Dependendo da espécie e das condições climáticas de crescimento, as árvores apresentam diferentes alturas e diâmetros de tronco. No entanto, eles se enquadram em três categorias. A primeira inclui árvores de primeira magnitude, que atingem uma altura de 20 m ou mais. Estes são abeto, cedro, larício, pinho, bétula, álamo tremedor, tília, carvalho, freixo, bordo, etc. Nos trópicos e subtrópicos, a altura de cada árvore atinge 100 m ou mais. A segunda categoria inclui árvores de segunda magnitude, com uma altura de 10 a 20 m. Estas são, em particular, salgueiro, amieiro, freixo da montanha, etc. A terceira categoria são árvores de terceira magnitude, cuja altura é de 7 -10 m São maçã, cereja, zimbro, etc. O diâmetro do tronco das árvores varia principalmente de 6 a 100 cm ou mais e depende da espécie, idade das árvores e condições climáticas de crescimento. Em alguns casos, o diâmetro do tronco da árvore pode ultrapassar 3 m - no carvalho, choupo e algumas outras espécies. A madeira é obtida cortando os troncos das árvores após a remoção dos galhos. Neste caso, o rendimento da madeira é de 90% ou mais do volume do tronco da árvore. No estágio inicial do processamento da madeira, é feita uma seção transversal ou final do tronco. Na secção transversal distinguem-se: a casca que cobre o tronco pelo exterior e é constituída pela camada exterior - a crosta e pela camada interior - o câmbio bast - uma fina camada invisível a olho nu entre a casca e a madeira ( durante o crescimento das árvores, as células vivas do câmbio se dividem e, com isso, a árvore cresce em espessura); alburno - zona viva da madeira; o núcleo, que fica adjacente ao núcleo do tronco e é uma zona central morta que não participa de processos fisiológicos; o núcleo, localizado no centro e representando um tecido solto com diâmetro de 2-5 mm ou mais (dependendo da espécie e idade da árvore). Na indústria madeireira na Rússia, o principal objeto da colheita são os troncos das árvores, e galhos e galhos são queimados ou usados para lenha. No Canadá, Suécia e Finlândia, todos os componentes das árvores são reciclados, de modo que a perda de madeira é mínima e o rendimento de papel, papelão e outras coisas é máximo. 2. Estrutura macroscópica de madeira Com uma seção transversal de um tronco de árvore, você pode estabelecer as principais características macroscópicas: alburno, cerne, camadas anuais, raios medulares, vasos, canais de resina e repetições medulares. Em árvores jovens de todas as espécies, a madeira consiste apenas em alburno. Então, à medida que crescem, os elementos vivos ao redor do núcleo morrem e os caminhos condutores de umidade ficam obstruídos, e substâncias extrativas gradualmente se acumulam neles - resinas, taninos, corantes. Algumas árvores - pinheiros, carvalhos, macieiras e outras - a zona central do tronco adquire uma cor escura. Tais árvores são chamadas som. Em outras árvores, a cor da zona central e do alburno do tronco é a mesma. Eles são chamados não-núcleo. As árvores sem kernel são divididas em dois grupos: amadeirado maduro (tília, abeto, faia, abeto), em que a humidade na parte central do tronco é inferior à da periferia, e alburno, em que o teor de umidade é o mesmo em toda a seção transversal do tronco (bétula, bordo, castanheiro, etc.). Além disso, a massa de alburno diminui do topo para o topo, assim como com o aumento da idade da árvore. A idade das árvores pode ser determinada pelo número de camadas anuais que crescem uma por ano. Essas camadas são claramente visíveis na seção transversal do tronco. São camadas concêntricas ao redor do núcleo. Além disso, cada anel anual consiste em uma camada interna e externa. A camada interna é formada na primavera e no início do verão. É chamado madeira precoce. A camada externa é formada no final do verão. A madeira precoce tem uma densidade menor do que a madeira tardia e é de cor mais clara. A largura das camadas anuais depende de vários motivos: primeiro, das condições climáticas durante a estação de crescimento; em segundo lugar, nas condições de crescimento da árvore; em terceiro lugar, da raça. Em uma seção transversal de árvores, você pode ver os raios centrais se estendendo do centro do tronco até a casca. Nas folhosas, ocupam até 15% do volume da madeira, nas coníferas - 5-6%, e quanto maior o seu número, piores as propriedades mecânicas da madeira. A largura dos raios do núcleo varia de 0,005 a 1,0 mm, dependendo da espécie de árvore. A madeira macia difere da madeira dura porque contém células que produzem e armazenam resina. Essas células são agrupadas em dutos de resina horizontais e verticais. O comprimento das passagens verticais varia de 10 a 80 cm com diâmetro de cerca de 0,1 mm, e as passagens horizontais de resina são mais finas, mas são muitas - até 300 peças por 1 cm 2. A madeira dura possui vasos na forma de um sistema de células para a transferência de água e minerais dissolvidos nela das raízes para as folhas. Os vasos são em forma de tubos com comprimento médio de 10 cm e diâmetro de 0,02-0,5 mm, e em árvores de algumas espécies concentram-se nas zonas iniciais das camadas anuais. Eles são chamados de anulares. Nas árvores de outras espécies, os vasos distribuem-se por todas as camadas anuais. Essas árvores são chamadas de vasculares difusas. 3. Estrutura microscópica de madeira de coníferas e folhosas A madeira de coníferas tem uma certa microestrutura, que pode ser estabelecida usando microscópios, bem como métodos de pesquisa química e física.A madeira de coníferas difere da madeira dura em uma estrutura relativamente regular e simplicidade. A estrutura da madeira de coníferas inclui os chamados traqueídeos precoces e tardios. Conforme estabelecido por pesquisas, os primeiros traqueídeos funcionam como condutores de água com minerais dissolvidos nela, que vem das raízes da árvore. Os traqueídeos têm a forma de fibras fortemente alongadas com extremidades oblíquas. Estudos mostraram que, em uma árvore em crescimento, apenas a última camada anual contém traqueídeos vivos e o restante são elementos mortos. Como resultado da pesquisa, foi revelado que os raios centrais são formados por células parenquimatosas, ao longo das quais os nutrientes de reserva e suas soluções se movem pelo tronco. As mesmas células parenquimatosas estão envolvidas na formação dos ductos resinosos verticais e horizontais. Canais verticais de resina em madeira de coníferas, encontrados na zona tardia da camada anual, são formados por três camadas de células vivas e mortas. Ductos horizontais de resina foram encontrados nos raios medulares. De acordo com os resultados da pesquisa do professor V. E. Vikhrov, a madeira de pinho tem a seguinte estrutura microscópica: 1) seção transversal; 2) incisão radial; 3) corte tangencial.  Arroz. 1. Seções de um tronco de árvore: P - transversal, R - radial, T - tangencial Conforme estabelecido pela pesquisa, a microestrutura da madeira de lei em comparação com a madeira de coníferas possui uma estrutura mais complexa. Em madeiras nobres, traqueídes vasculares e fibrosos servem como condutores de água com minerais dissolvidos nela. A mesma função é desempenhada por outros vasos de madeira. A função mecânica é realizada por fibras libriformes e traqueídes fibrosos. Esses vasos têm a forma de longos tubos verticais, constituídos por células individuais com cavidades largas e paredes finas, e os vasos ocupam de 12 a 55% do volume total da madeira de lei. A maior parte do volume de madeira de lei é composta por fibras libriformes como principal tecido mecânico. As fibras libriformes são células alongadas com extremidades pontiagudas, cavidades estreitas e paredes poderosas com poros em forma de fenda. Os traqueídes fibrosos, como as fibras libriformes, têm paredes espessas e pequenas cavidades. Além disso, verificou-se que os raios do núcleo da madeira decídua unem a parte principal das células parenquimatosas, e o volume desses raios pode chegar a 28-32% (este valor se aplica ao carvalho). 4. Composição química da madeira A composição química da madeira depende em parte do seu estado. A madeira de árvores recém-cortadas contém muita água. Mas em um estado completamente seco, a madeira consiste em substâncias orgânicas, e a parte inorgânica é de apenas 0,2 a 1,7%. Durante a combustão da madeira, a parte inorgânica permanece na forma de cinzas, que contém potássio, sódio, magnésio, cálcio e, em pequenas quantidades, fósforo e outros elementos. A parte orgânica da madeira de todas as espécies tem aproximadamente a mesma composição elementar. A madeira absolutamente seca contém em média 49-50% de carbono, 43-44% de oxigênio, cerca de 6% de hidrogênio e 0,1-0,3% de nitrogênio. Lignina, celulose, hemicelulose, substâncias extrativas - resina, goma, gorduras, taninos, pectinas e outros - compõem a parte orgânica da madeira. A hemicelulose contém pentosanos e genxosanos. Espécies coníferas possuem mais celulose na parte orgânica, enquanto espécies decíduas possuem mais pentosanas. A celulose é o principal componente das paredes celulares das plantas e também fornece a resistência mecânica e a elasticidade dos tecidos vegetais. Como um composto químico, a celulose é um álcool polihídrico. Quando a celulose é tratada com ácidos, ela é hidrolisada com a formação de éteres e ésteres, que são utilizados para a produção de filmes, vernizes, plásticos, etc. Além disso, durante a hidrólise da celulose, formam-se açúcares, a partir dos quais o álcool etílico é obtido por fermentação. A celulose da madeira é matéria-prima valiosa para a produção de papel Outro componente da parte orgânica da madeira - a hemicelulose - é um polissacarídeo de plantas superiores, que fazem parte da parede celular. No processo de processamento da celulose, obtém-se a lignina - uma substância polimérica amorfa de cor marrom-amarelada. A maior quantidade de lignina - até 50% - é formada durante o processamento da madeira de coníferas, e seu rendimento em madeira dura é de 20 a 30%. Produtos muito valiosos são obtidos durante a pirólise da madeira - destilação seca sem ar a temperaturas de até 550 ° C - carvão, produtos líquidos e gasosos. O carvão vegetal é utilizado na fundição de metais não ferrosos, na produção de eletrodos, remédios, como sorvente para tratamento de esgoto, resíduos industriais e para outros fins. Do líquido são obtidos produtos valiosos como antioxidante da gasolina, anti-sépticos - creosoto, fenóis para a produção de plásticos, etc. Na parte orgânica da madeira de coníferas existem resinas que contêm terpenos e ácidos resínicos. Os terpenos são a principal matéria-prima para a produção de terebintina. A resina secretada pela árvore conífera serve como matéria-prima para a produção de colofónia. No processo de beneficiamento da madeira, obtêm-se substâncias extrativas, entre elas os taninos, utilizados para revestir o couro - curtimento. A parte principal dos taninos são taninos - derivados de fenóis polihídricos, que, quando processados, interagem com suas substâncias protéicas e formam compostos insolúveis. Com isso, as peles adquirem elasticidade, resistência ao apodrecimento e não incham na água. PALESTRA Nº 2. Tipos de defeitos da madeira 1. Nós, rachaduras Defeitos de madeira - estes são desvios da norma na estrutura do tronco, todas as violações da condição física. Os defeitos incluem: nós, rachaduras, defeitos na forma do tronco, estrutura da madeira, manchas químicas, infecções fúngicas, danos biológicos e mecânicos, defeitos de processamento e empenamento. O vício mais comum é nós - as bases dos ramos que estão presentes na madeira do tronco. Ao cortar madeira, nós de várias formas e tipos são revelados em sua superfície. De acordo com a forma do corte na superfície da madeira, você pode ver nós redondos, ovais e oblongos, e de acordo com o grau de intercrescimento com a madeira, eles também são subdivididos em intercrescidos, parcialmente intercrescidos e não intercrescidos, ou caindo fora. Ao cortar madeira em tábuas, os nós podem ter uma posição diferente - plástico, borda, costela, costurado - no caso de uma seção longitudinal de um nó, parte dele vai simultaneamente para duas bordas do mesmo lado da prancha e fim - quando o nó está no final da prancha. De acordo com o arranjo mútuo de nós na madeira, eles são divididos em espalhado - solitários ou separados uns dos outros a uma distância considerável, agrupados e ramificados. A partir de madeira do próprio corpo do nó, eles são divididos em: saudável claro, saudável escuro, saudável com rachaduras, podre, podre e "tabaco", em que a madeira podre é substituída total ou parcialmente por uma massa solta de cor marrom-ferrugem ou esbranquiçada . A presença de nós na madeira leva a uma diminuição da resistência, dificulta o processamento e a colagem, reduz a qualidade (especialmente com um grande número e diâmetro deles). Nós não unidos e podres reduzem significativamente a qualidade da madeira e, em alguns casos, tornam a madeira imprópria para a fabricação de produtos (por exemplo, tábuas). Outro tipo de defeito de madeira é rachaduras, formado quando a madeira é rasgada ao longo do grão. Rachaduras aparecem em uma árvore em crescimento e derrubada. O primeiro inclui metic, peeling e frosty, o segundo - rachaduras de encolhimento. As fissuras métrica que passam pelo núcleo de um tronco de árvore são as de maior extensão, e quando a madeira colhida seca, suas dimensões aumentam. Em blocos redondos de madeira, essas rachaduras geralmente ocorrem nas extremidades, na madeira ou nas peças - nas extremidades e nas superfícies laterais. Quando a madeira é estratificada ao longo da camada anual, rachaduras de descascamento são formadas e, geralmente, na borda de uma transição acentuada da madeira intercamada para a madeira de grande camada, e são encontradas em árvores de todas as espécies. Durante a secagem da madeira, a fissura de descascamento aumenta. Ao secar madeira sob a influência de tensões internas, fissuras de retração. Este tipo de fissuras difere dos demais (metic e frost cracks) em menor comprimento e profundidade. Em tábuas, as rachaduras podem ir para a face, borda ou extremidade. Assim, eles são chamados de folha, borda e fim. As rachaduras, principalmente por meio de trincas, violam a integridade do material de madeira e reduzem sua resistência mecânica. 2. Defeitos na forma do tronco O processamento de madeira de todas as espécies é muitas vezes complicado pelos defeitos que ocorrem na forma do tronco: conicidade, ovalidade, excrescências, curvatura e restolho. Escapar expressa-se na diminuição do diâmetro de um tronco ou da largura de uma tábua não cortada, excedendo o escoamento normal, que é igual a 1 cm por 1 m de comprimento do sortido. Via de regra, é maior em folhosas, principalmente em árvores cultivadas a céu aberto, e ao longo do tronco - na parte superior. Este tipo de defeito de forma do tronco aumenta a quantidade de desperdício ao serrar e descascar madeira roliça e causa o aparecimento de uma inclinação radial das fibras no folheado. ovalidade o tronco é uma forma elíptica da seção transversal da extremidade, em que o diâmetro maior é 1,5 ou mais vezes maior que o menor. Os crescimentos na forma de um espessamento local do tronco de várias formas e tamanhos complicam o processamento da madeira. crescimentos são formados como resultado do crescimento do tecido sob a influência de vários irritantes - fungos, temperaturas baixas ou altas, etc., bem como durante incêndios, danos mecânicos e por outros motivos. 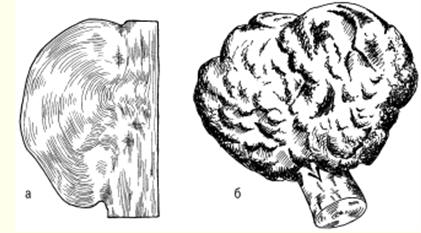 Arroz. 2. Crescimentos: a) lisos, b) irregulares Protuberâncias suaves (Fig. 2a) geralmente aparecem em troncos de pinheiros e bétulas. As camadas anuais em locais de crescimento geralmente são mais largas do que no tronco. As protuberâncias montanhosas, ou burls (Fig. 2b), são formadas principalmente nos troncos de bétula, nogueira, bem como bordo, amieiro preto, freixo, faia, álamo, etc. -direção ondulada das fibras e com inclusões de cor escura na forma de pequenas manchas, traços e pontos. Em cortes, as tampas têm uma textura bonita, por isso são usadas como material para artesanato e para a fabricação de lâminas fatiadas. Tal defeito do tronco como o seu curvatura, também dificulta o uso de toras e aumenta o desperdício de serragem. A curvatura do tronco é o desvio do eixo longitudinal de uma linha reta, podendo ser com uma curva e complexa - com duas ou mais curvas. Muitas vezes há um tipo de malformação do tronco, como bunda, que é expresso em um aumento acentuado do diâmetro da ponta de madeira redonda, ou seja, quando o diâmetro da ponta é 1,2 vezes maior que o diâmetro a uma distância de um metro dessa ponta. Ao serrar e descascar madeira, a presença de tal defeito leva a um aumento na quantidade de resíduos e, além disso, provoca o aparecimento de uma inclinação radial das fibras no folheado. O buttiness também complica o uso de madeira em tora para a finalidade a que se destina e complica o processamento da madeira. 3. Defeitos na estrutura da madeira Ao processar madeira, muitas vezes há defeitos na estrutura da madeira associados a uma estrutura incorreta do tronco. Existem os seguintes tipos defeitos na estrutura da madeira: 1) oblíquo, ou a inclinação das fibras, que é o desvio das fibras do eixo longitudinal do tronco; 2) lista - sólido ou local na forma de espessamento acentuado da madeira de camadas anuais tardias; 3) pilosidade - arranjo nitidamente ondulado ou confuso de fibras de madeira (as peças de madeira com esse defeito são usadas na fabricação de produtos de arte, móveis, cabos de machado e vários artesanatos); 4) enrolar - curvatura local de camadas anuais perto de nós ou brotos (madeira com esse defeito é usada na produção de móveis e artesanato); 5) bolsos de resina. Eles são encontrados em madeira de coníferas, especialmente em abetos, são cavidades entre camadas anuais preenchidas com resina; 6) arremessado - uma seção de madeira de coníferas, ricamente impregnada com resina; 7) núcleo duplo - dois núcleos em uma seção transversal do tronco, que são formados no local da bifurcação do tronco; 8) Enteado - segundo pico atrofiado e morto, que geralmente está localizado em um ângulo agudo; 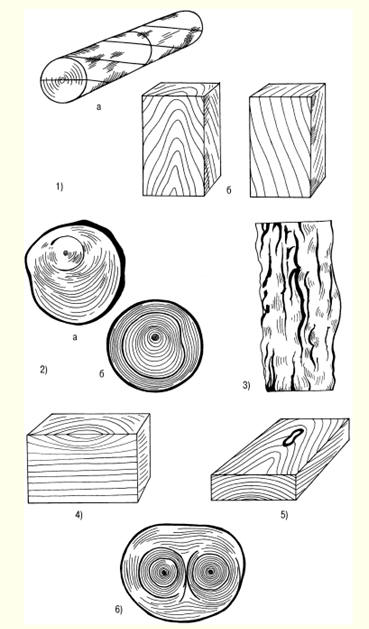
Arroz. 3. Defeitos na estrutura da madeira: 1 - variedades de inclinação das fibras: a - inclinação tangencial em toras; b - locais; 2 - rolo: a - sólido; b - locais; 3 - pilus fibroso em bétula; 4 - ondulação unilateral; 5 - bolso; 6 - núcleo duplo em tronco de pinheiro; 7 - enteado; 8 - lado seco; 9 - câncer de pinheiro; 10 - prorost: a - aberto; b - fechado; 11 - núcleo falso: a - arredondado; b - estrelado; c - lâmina 9) secura. Ocorre como resultado de danos à casca de uma árvore em crescimento na forma de uma seção morta do tronco; 10) prorost. É uma ferida grande, geralmente preenchida com restos da casca e tecidos mortos; 11) cancro, que é uma ferida de uma árvore e ocorre na superfície do tronco como resultado da atividade de fungos e bactérias parasitas, alterando a estrutura da madeira e a forma do tronco; 12) núcleo falso, que se assemelha a um cerne real, mas difere por uma estrutura mais heterogênea e forma menos regular, destaca-se por uma zona escura, de coloração desigual na parte central do tronco, é separada do alburno por uma faixa escura e às vezes clara, aparece a partir o impacto de fungos, geadas fortes, como reação a feridas e por outros motivos, sendo a madeira da falsa lareira mais quebradiça e menos durável, e a aparência geralmente pior; 13) alburno interno - a presença de várias camadas anuais no cerne, que são semelhantes em cor e propriedades ao alburno, e tem uma resistência reduzida ao apodrecimento e maior permeabilidade a líquidos; 14) aquífero - defeito da madeira na forma de áreas com alta umidade como resultado da ação de bactérias, fungos, penetração de água da chuva através de feridas ou por supersaturação do solo com umidade. 4. Lesões fúngicas Ao cortar madeira, em alguns casos, pontos de som de cogumelo - áreas anormalmente coloridas do núcleo, que são formadas em árvores em crescimento sob a influência de fungos que mancham ou destroem a madeira. Na madeira derrubada, o desenvolvimento deste defeito pára. As manchas do coração fúngico são observadas nas extremidades na forma de manchas de vários tamanhos e formas de cores marrom, cinza-avermelhado ou cinza-violeta. Este defeito provoca: diminuição da resistência ao impacto, aumento da absorção de água e da permeabilidade à água, deterioração da bioestabilidade e aparência da madeira; em termos de resistência sob carga estática, quase não muda, e a estrutura da madeira afetada é preservada. Ao armazenar madeira em alburno bruto, geralmente aparecem mofos - micélio e frutificação de fungos de mofo na superfície da madeira na forma de manchas individuais ou um revestimento contínuo, enquanto mancha a madeira em várias cores. O mofo não afeta as propriedades mecânicas, mas piora a aparência da madeira; após a secagem, é facilmente removido, deixando manchas sujas e coloridas. Em madeira derrubada, muitas vezes formada manchas de cogumelos alburno - áreas anormalmente coloridas de alburno sob a influência de fungos destruidores de madeira que não causam podridão. As manchas de cogumelo de alburno não afetam as propriedades mecânicas da madeira, mas pioram sua aparência e aumentam a resistência à água. Pela cor, distingue-se o azul - na forma de uma cor cinza de alburno com tons azulados ou esverdeados e manchas coloridas de alburno - na forma de laranja, amarelo, rosa e marrom de alburno. Os fungos que mancham o alburno podem atacar os adesivos e a pintura. Na madeira derrubada durante o armazenamento na estação quente, como resultado do desenvolvimento de processos bioquímicos com ou sem a participação de fungos, tal defeito surge como escurecimento. O escurecimento da madeira manifesta-se na forma de áreas anormalmente coloridas de madeira dura marrom de vários tons. O escurecimento é observado nas extremidades na forma de manchas de vários tamanhos e formas, e nas superfícies laterais - na forma de manchas alongadas, listras ou dano contínuo ao alburno, enquanto a aparência da madeira piora e resistência e dureza ligeiramente diminuir. Para evitar o escurecimento da madeira, a vaporização da madeira é realizada. Grande dano à madeira podridão, formados sob a influência de fungos. As podridões distinguem-se pela cor e estrutura da lesão - peneira variegada, fibrosa branca; e também por tipos - alburno, são e podre externo. A madeira podre é uma fonte de infecção fúngica para várias estruturas de madeira. Podridão desenvolve-se gradualmente e tem três fases: na primeira, apenas muda a cor da madeira; no segundo, a madeira altera parcialmente sua estrutura e dureza sob a influência da podridão; na terceira madeira perde completamente a força e a dureza.Dependendo do estágio de desenvolvimento da podridão e do tamanho do dano, a qualidade da madeira pode ser significativamente reduzida. 5. Manchas químicas, danos biológicos e empenamento No processo de processamento da madeira, é frequentemente encontrado um fenômeno como a coloração química da madeira - áreas anormalmente coloridas na madeira derrubada resultantes de processos químicos e bioquímicos. Na maioria dos casos, está associada à oxidação dos taninos. Normalmente, essas áreas estão localizadas nas camadas superficiais da madeira - a uma profundidade de 1 a 5 mm. Como mostra a prática do processamento da madeira, os corantes químicos alteram apenas sua cor e brilho, enquanto outras propriedades da madeira permanecem inalteradas. Com coloração natural intensa, a aparência da madeira se deteriora, mas quando seca, a coloração química desbota gradativamente. Em caso de violação da tecnologia de armazenamento de madeira recém-cortada, a madeira é exposta a dano biológico em forma de buracos de minhoca - passagens e buracos feitos na madeira por insetos e suas larvas (besouros, borboletas, cupins, etc.). As condições ideais para a vida desses insetos são uma temperatura de + 18-20 ° C e uma umidade relativa de 60-80%. Os buracos de minhoca variam em profundidade de penetração: superficiais (não mais que 3 mm de profundidade), rasos (não mais que 5 mm em madeira roliça e não mais que 5 mm em madeira serrada) e profundos. Ao mesmo tempo, eles podem ser não passantes, ou seja, voltados para dois lados opostos do tabuleiro. O buraco de minhoca de superfície não afeta as propriedades mecânicas da madeira, enquanto os rasos e profundos violam a integridade da madeira e reduzem as propriedades mecânicas. Durante o armazenamento a longo prazo com uma violação da tecnologia, um chamado buraco de minhoca podre pode se formar na madeira, causado por pragas domésticas que também podem se desenvolver em madeira seca - móveis e moedores domésticos, barbos domésticos, cupins. Nesse caso, o número de passagens profundas é grande e a madeira dentro delas se transforma em uma massa podre com alto teor de farinha de perfuração. Ao secar ou umedecer, bem como durante o processamento mecânico, como resultado da anisotropia de encolhimento - inchaço e tensões internas na madeira - tal fenômeno é freqüentemente observado como urdidura na forma de uma mudança na forma do sortimento. O empenamento da madeira serrada pode ser de diferentes tipos: longitudinal ao longo da face, complexo, longitudinal ao longo da borda, transversal e também em forma de asa (alado) (Fig. 4). A natureza da deformação depende de serrar um tronco. A urdidura reduz a qualidade da madeira e dos produtos de madeira, complica o processamento e o corte, aumenta a quantidade de resíduos e geralmente dificulta o uso da madeira.  Arroz. 4. Tipos de empenamento: a - transversal na face; b - longitudinal ao longo da face; c - asas O fenômeno de empenamento é mais frequentemente observado em madeira obtida pelo processamento de bétula. 6. Inclusões estranhas, danos mecânicos e defeitos na usinagem Em alguns casos, durante o processamento da madeira, são encontradas inclusões estranhas na forma de um corpo estranho de origem não madeireira - prego, arame, fragmento de metal ou pedra. Um sinal externo de tal defeito pode ser um inchaço local e dobras da casca na madeira, um amassado, um buraco. Tais inclusões complicam o processamento mecânico da madeira e muitas vezes causam danos às ferramentas de corte - fresas, serras circulares, etc. Danos mecânicos e defeitos na usinagem podem ter natureza e origem diferentes. Às vezes há madeira carbonizada. A carbonização da madeira é resultado de danos a ela pelo fogo, alterando sua forma, o que dificulta o uso e causa perda de madeira. Carra - trata-se de dano ao tronco durante o rosqueamento, o que causa a resinificação da madeira. Obzol é uma parte da superfície lateral de uma tora que foi preservada em uma tábua ou peça com arestas, o que leva a uma diminuição na largura real da tábua e dificulta o uso. Ao processar madeira com uma ferramenta de corte, riscos em sua superfície ondulação - corte não plano ou irregularidades na forma de elevações e depressões arqueadas resultantes da fresagem cilíndrica da madeira. O processamento de madeira de baixa qualidade leva ao aparecimento de pilosidade superficial na forma da presença de fibras e musgo incompletamente separados - a presença de feixes de fibras incompletamente separadas e pequenas partículas de madeira. Zarub - danos locais na superfície da madeira com um machado. Corte - danos locais na superfície da madeira por uma ferramenta de corte (serra). Durante a colheita e processamento da madeira, há flocos - fissuras laterais que se estendem desde a extremidade da madeira redonda. Em trabalhos semelhantes, muitas vezes é obtido fugas - reentrâncias com superfícies irregulares como resultado da remoção local da madeira quando exposta a ferramentas ou mecanismos. Ao processar a madeira com uma ferramenta de corte contra as fibras, muitas vezes são observadas várias garras mecânicas, que deixam amolgadelas - depressões na superfície formadas como resultado do esmagamento local da madeira, bem como arranhão - danos na superfície na forma de um recesso estreito e longo. Como resultado, os dentes da aresta de corte da ferramenta são formados vieiras - áreas da superfície não tratada na forma de uma faixa estreita que se projeta acima da superfície tratada. Ao lixar a superfície da madeira, às vezes um defeito como esmerilhamento - remoção de parte da madeira abaixo do nível da superfície tratada. Com o aumento do atrito das ferramentas de corte no processo de processamento de madeira, esse defeito geralmente ocorre como queimar madeira na forma de uma área escurecida da superfície tratada. Os defeitos da madeira acima mencionados reduzem a qualidade do processamento, afetam a colagem, o acabamento e o revestimento do material ou de todo o produto, em alguns casos pioram a aparência e violam a integridade da madeira, pioram a resistência mecânica e dificultam o uso. PALESTRA No. 3. Espécies Arbóreas 1. Chave para espécies de árvores Baseado no "Manual de madeira" A. M. Borovikova и B. N. Ugoleva o determinante de raças é feito. 1. Grupos de espécies de árvores: 1) as camadas anuais são claramente visíveis em todos os cortes de madeira. Os raios do núcleo não são visíveis. Não há embarcações. A madeira de algumas espécies possui passagens de resina (coníferas); 2) as camadas anuais são claramente visíveis devido à diferença na estrutura da madeira inicial e tardia. Na zona inicial das camadas anuais, grandes vasos formam um anel contínuo de buracos, claramente visíveis a olho nu. A zona tardia das camadas anuais é de estrutura densa, existem apenas pequenos vasos. Pequenos vasos e células parenquimatosas formam um padrão na forma de listras radiais, linhas onduladas ao longo da borda das camadas anuais, traços ou pontos individuais. A maioria das raças apresenta raios medulares; 3) na maioria das raças, as camadas anuais são pouco visíveis. Os vasos na seção transversal não são visíveis a olho nu ou, se são visíveis, não formam um anel contínuo, mas estão espalhados uniformemente por toda a camada anual.A zona tardia da camada anual não tem padrão. Em algumas raças, os raios centrais são visíveis - madeiras duras vasculares dispersas; 2. Espécies de árvores: 1) coníferas: a) os canais de resina são bastante grandes e numerosos. As camadas anuais são claramente visíveis em todas as seções. O núcleo tem uma cor de rosa a vermelho acastanhado. O alburno é largo, tem uma cor que vai do amarelado ao rosa pálido (pinheiro escocês). Além disso, da mesma forma para o resto das coníferas; 2) madeiras anulares: a) os raios medulares são largos e bem visíveis em todos os cortes. A madeira do núcleo é marrom escuro ou marrom amarelado. O alburno é estreito, a cor é amarelo claro. Camadas anuais são claramente visíveis em todas as seções. Em uma seção transversal em madeira tardia, listras radiais leves semelhantes a chamas de pequenos vasos são visíveis. A madeira é sólida. Além disso, da mesma forma para outras raças; 3) madeiras vasculares espalhadas: a) as camadas anuais são pouco visíveis em todas as seções. A madeira é branca com um tom amarelado ou rosado. Na seção radial, os raios do núcleo são visíveis na forma de manchas escuras estreitas e curtas e brilhantes. Muitas vezes, há repetições centrais que se parecem com pontos ou traços de uma cor marrom-avermelhada. A madeira é bastante dura e pesada (bétula); b) a madeira é branca com um leve tom rosado. As camadas anuais são pouco visíveis. A madeira é leve, macia (tília com folhas pequenas); c) a altura dos raios medulares na seção radial é de cerca de 0,5 mm. As camadas anuais não são claramente visíveis em todas as seções, mas o melhor de tudo - na transversal. Os raios do núcleo na seção radial criam uma ondulação característica e um forte brilho. A madeira é branca com um tom amarelado ou rosado, dura, pesada (Acer nuclear); d) não há núcleo. A madeira é branca com um leve tom esverdeado. Às vezes, há um defeito - um núcleo falso de cor acastanhada. Camadas anuais são visíveis em todas as seções. Existem repetições centrais na forma de listras amarelas. A madeira é leve e macia (álamo). Usando o guia de espécies de árvores, você pode determinar o tipo de madeira. 2. Principais coníferas As coníferas incluem abeto, pinheiro, larício, abeto, cedro, teixo e zimbro, mas cresce na forma de arbustos. Ель - raça não nuclear, sua madeira é branca com um leve tom amarelado ou rosa. Tem passagens de resina, mas pouca resina. Em termos de força, densidade e resistência ao apodrecimento, é ligeiramente inferior ao pinho. As camadas anuais são claramente visíveis, sendo as mais comuns dois tipos de abeto - comum e siberiano. O primeiro cresce na parte européia da Rússia, o segundo - dos Urais a Primorye. O abeto é a principal matéria-prima para a produção de celulose. A uniformidade da estrutura e a capacidade de ressonância o tornam indispensável na produção de instrumentos musicais. Da casca do abeto são obtidos taninos para a indústria do couro. Pinheiro - rock sonoro com passagens de resina. Tem um cerne levemente rosado, que se torna vermelho-acastanhado com o tempo, e um alburno largo amarelo-esbranquiçado. As camadas anuais são claramente visíveis em todas as seções, com uma transição acentuada do início, claro, para o final, escuro. O pinho tem densidade média, resistência e resistência ao apodrecimento suficientemente altos e é bem processado. A madeira de pinho é utilizada na construção civil, na produção de peças de construção e mobiliário, bem como no fabrico de várias peças utilizadas no transporte ferroviário (em vagões de passageiros e mercadorias), para fixação em minas, etc. utilizado como matéria-prima para obtenção de celulose, aglomerados e chapas de fibra, levedura forrageira; a resina é extraída dele e substâncias biologicamente ativas são obtidas a partir de agulhas. Larício na Rússia constitui mais de metade das florestas de coníferas, o que levou ao seu uso generalizado na construção, produção de móveis, indústrias de celulose e papel e hidrólise, etc. O larício é uma madeira forte e resistente, altamente impregnada de resina. Seu cerne é marrom-avermelhado e o alburno é branco ou levemente amarelado. Os anéis anuais são claramente visíveis, com um limite claro entre a madeira inicial e a tardia. O larício é ligeiramente nodoso, tem alta densidade e resistência, é resistente ao apodrecimento. Na Sibéria, as casas particulares são construídas com toras de lariço (são feitas cabanas de toras), que duram muitos anos. Abeto - a mais leve e suave das espécies de árvores coníferas. Cresce principalmente no nordeste da parte européia da Rússia e dos Urais ao Extremo Oriente, bem como no Cáucaso. De muitas maneiras, parece abeto, mas não tem passagens de resina. Cedro ocupa grandes áreas na Rússia, especialmente na Sibéria. Vive até 800 anos e atinge 30 m de altura com diâmetro de tronco de até 2 m.A madeira de cedro é leve, macia, bonita em textura e cor; tem núcleo rosa-acastanhado e alburno rosa-branco; fácil de processar, resistente à deterioração; amplamente utilizado na construção. Os pinhões são a principal fonte de óleo de cedro, terebintina e bálsamos medicinais. Juniper cresce na forma de arbustos, rocha sã densa de cor marrom com um alburno estreito. Devido ao seu pequeno tamanho, é utilizado em pequenas quantidades para a fabricação de pequenos produtos de torneamento e escultura. 3. Madeiras básicas A bétula é mais comum nas florestas da Rússia do que outras espécies. Bétula - madeira não-núcleo vascular espalhada com uma coloração amarelada. As camadas anuais são pouco visíveis. Os raios do núcleo são visíveis apenas em cortes estritamente radiais (splits). Birch tem características de resistência relativamente alta, mas baixa resistência à decomposição; encolhe muito quando seco. Carvalho - uma rocha vascular muito valiosa com um cerne castanho-escuro e castanho-amarelado e um alburno estreito branco-amarelado. Na seção transversal na zona inicial da camada anual, grandes vasos são visíveis e na zona tardia escura - raios medulares radiais leves semelhantes a chamas. A madeira de carvalho é densa, durável, resistente à deterioração, tem uma textura bonita; dobra bem e pode ser usinado. Devido à escassez dessa madeira, ela é utilizada na forma de lâminas laminadas, bem como na forma de peças maciças. Além de móveis, parquet, barris para vinho e cerveja, peças de equipamentos em engenharia mecânica, etc. Da casca e da madeira do carvalho obtêm-se substâncias extrativas de curtimento, utilizadas para revestir couros, peles, etc. Freixo - rocha sã anelar vascular com alburno amarelado ou rosa e cerne marrom claro. As camadas anuais são claramente visíveis, os raios do núcleo não são visíveis. Assemelha-se ao carvalho em cor e estrutura, mas é um pouco mais claro; utilizado na economia do país. Distingue-se principalmente pela alta resistência ao impacto, dobra bem, não dá flocos, por isso é usado na produção de equipamentos esportivos: raquetes de tênis, tacos de hóquei. Bordo - raça não nuclear vascular dispersa. Possui madeira branca com tonalidade avermelhada ou acastanhada, as camadas anuais são claramente visíveis em todas as seções e nos raios radiais e centrais, que criam uma ondulação característica. O bordo é usado na produção de móveis e na fabricação de caixas de instrumentos musicais, mas tem uso limitado devido às pequenas reservas nas florestas da Rússia. Limoeiro - Raça vascular espalhada, não nuclear. A madeira é branca com um leve tom rosado, as camadas anuais são quase imperceptíveis, tem uma estrutura homogênea, é macia, racha pouco durante a secagem e o processamento, quase não empena, portanto serve como um bom material para entalhar. Noz - uma espécie muito valiosa, difusamente vascularizada com madeira de cor desigual castanho-acinzentada, as camadas anuais são pouco visíveis em cortes, mas são visíveis grandes vasos. vários detalhes para criar interiores originais. Choupo - Raça de crescimento rápido de som vascular disperso com um alburno largo de cor branca. As camadas anuais são largas, mas imperceptíveis. A madeira é macia, instável ao apodrecimento, utilizada na produção de celulose e diversos produtos domésticos. As reservas de álamo nas florestas da Rússia são pequenas, portanto, seu uso é limitado. 4. Raças de uso limitado Por muito tempo, na zona de estepe da Rússia, em áreas rurais, para a fabricação de móveis simples (cadeiras, bancos, berços), além de vários artesanatos (rolos, empurradores, leitelho, etc.), essas espécies de árvores como cereja, pêra, macieira, acácia, aveleira, cinza de montanha, etc. Com o desenvolvimento de uma economia de mercado na Rússia, várias artes e ofícios tornaram-se mais ativos, nos quais artesãos na fabricação de lembranças, brinquedos, utensílios domésticos e móveis infantis (berços, cadeiras altas, etc.) costumam usar as raças de madeira acima. de madeira cerejas que tem alta resistência em combinação com o listrado original e a cor marrom-amarelada, os móveis foram feitos com imitação de espécies valiosas (mogno) e tábuas de tacos. Atualmente, é utilizado principalmente para a fabricação de diversos souvenirs e artesanatos domésticos. A cereja pertence à raça sadia, e esta árvore cresce rapidamente e pode ter uma altura de até 6 m (variedade Vladimirka-rastunya), e o diâmetro do tronco atinge 20-30 cm. madeira peras também tem várias propriedades valiosas - força, belas cores de amarelo rosado a vermelho acastanhado, e os raios do núcleo e as camadas anuais são quase imperceptíveis. A pêra é uma raça não nuclear, de fácil processamento, há muito utilizada por artesãos populares para a fabricação de móveis, além de estojos de instrumentos musicais, para artesanato doméstico e lembranças. Nas áreas rurais, os artesãos russos usam há muito tempo a madeira de avelã (avelã) para a fabricação de aros, caixas, prateleiras de madeira, que se aproxima da madeira de bétula em termos de propriedades físicas e mecânicas e também tem uma cor branca com um brilho fraco. avelã (avelã) refere-se a uma espécie não nuclear do gênero arbusto. A madeira tem muitas propriedades valiosas. cinzas de montanha - alta resistência, resistência ao fogo, resistência ao impacto. Outra vantagem é que consiste em um alburno largo com uma bela cor vermelho-esbranquiçada e camadas anuais proeminentes. Os artesãos há muito usam essa madeira para fazer cabos para martelos, cabos de machado, marretas, móveis simples (banquinhos, cadeiras, prateleiras, bancos), itens esculpidos (balaústres, fusos), etc. Rowan é uma raça sólida. madeira macieiras artesãos da Rússia têm sido usados para fazer vários utensílios domésticos, para decoração de interiores, e também fizeram caixões, lembranças, estojos para instrumentos musicais, etc. Esta madeira tem um esquema de cores original de amarelo-rosa a marrom-avermelhado e camadas anuais e os raios do núcleo são quase imperceptíveis. A macieira pertence à raça sã vascular difusa. 5. Raças exóticas As espécies de árvores que crescem em países com clima tropical ou subtropical são classificadas como espécies exóticas de uso limitado. De volta ao século XNUMX começou a importar para a Rússia, para São Petersburgo, peças em branco dessas espécies para a fabricação de móveis destinados ao equipamento dos palácios reais e depois das casas da nobreza da corte. A madeira de mogno foi mais amplamente utilizada para esses fins. Gradualmente, em muitas grandes cidades da Rússia, os ricos costumavam encomendar móveis de mogno para suas casas, feitos por marceneiros de primeira classe. Dessa madeira, a mais famosa é a espécie de mogno, que cresce na África. Austrália, bem como na América Central e do Sul. A madeira desse tipo de mogno tem uma combinação de cores muito bonita - do branco (alburno estreito) ao marrom-avermelhado ou vermelho-acastanhado (núcleo). A madeira era usada em pequenas quantidades na Rússia ébano. Sob esse nome, foram importados do exterior peças em bruto de diferentes espécies, que possuíam madeira preta. Na maioria das vezes, importava-se madeira de ébano (preto), que é cerne, possui um alburno branco estreito e um cerne preto brilhante, e em todos os tipos de cortes as camadas anuais e os raios do núcleo são invisíveis. produtos decorativos, teclas de piano, para embutir na decoração de interiores, e também instrumentos de sopro são feitos a partir dele. A árvore de ébano (preta) cresce na Índia, África e Ceilão (no Sri Lanka). A densidade seca da madeira de ébano é de 1000 kg/m 3, ou seja, mais do que a densidade da água. Jacarandá. No comércio internacional, esse nome combina diferentes espécies de árvores com madeiras semelhantes em cor e estrutura, crescendo nos trópicos. A madeira dessas árvores é de cerne difuso-vascular, seu alburno é estreito, amarelo claro, com tonalidade acinzentada, o cerne em si é marrom-púrpura ou chocolate com tonalidade púrpura; é muito pesado, seca um pouco, é difícil de rachar, mas é bem polido. A madeira de jacarandá é utilizada para a fabricação de instrumentos musicais, entalhes, torneados e outros produtos. Секвойя - a maior árvore do globo, distingue-se pela grande durabilidade; cresce nos trópicos, pertence a espécies de coníferas; em termos de propriedades físicas e mecânicas, é próximo da madeira de abeto, é bem processado; utilizados na construção civil, bem como na fabricação de móveis, lápis. Eucalipto Na natureza, existem mais de 500 espécies, principalmente cultivadas na Austrália e Oceania. Na Rússia, o eucalipto cresce na costa do Mar Negro do Cáucaso em pequenas quantidades. O eucalipto é uma árvore de crescimento rápido, atingindo portes muito grandes - mais de 100 m de altura. Cerne folhoso difusamente vascularizado, cerne castanho com várias tonalidades e alburno claro. A madeira desta árvore é densa, possui alta resistência e bioestabilidade, é utilizada na construção civil, construção de automóveis, etc. PALESTRA Nº 4. Propriedades da madeira 1. Cor, brilho e textura da madeira Cor madeira depende das condições climáticas da árvore. Em um clima temperado, a madeira de quase todas as espécies é de cor pálida e em clima tropical tem uma cor brilhante. A influência do fator climático também afeta dentro da mesma zona, por exemplo, as rochas que crescem em zonas mais quentes - carvalho, nogueira, teixo e outras, têm uma cor intensa, e as que crescem a norte - abetos, pinheiros, choupos, bétulas e outros, são pálidos. A intensidade da cor também depende da idade das árvores - com o aumento da idade, a intensidade aumenta. A alteração da cor da madeira ocorre por influência do ar e da luz, bem como por efeitos de lesões fúngicas; ao segurar madeira em água ou em soluções especiais; durante a vaporização e secagem a alta temperatura. A cor da madeira é uma característica importante e é levada em consideração na escolha de espécies para a fabricação de móveis, decoração de interiores, na produção de artesanato, instrumentos musicais, etc. brilho - esta é a capacidade da madeira de refletir o fluxo de luz direcionalmente. Superfícies espelhadas lisas têm o maior brilho, pois dão uma reflexão direcional. Como regra, o brilho da madeira é avaliado pela brancura: quanto maior a brancura da madeira, maior o índice de brilho. O brilho e os reflexos também fornecem raios centrais em cortes radiais. Textura - trata-se de um padrão natural em cortes tangenciais e radiais de madeira, formado por camadas anuais e elementos anatômicos. Quanto mais complexa a estrutura da madeira, mais rica sua textura. Na madeira de coníferas, a estrutura é simples e a textura uniforme, é determinada principalmente pela largura dos anéis anuais e pela diferença coloração da madeira precoce e tardia. A madeira dura tem uma estrutura complexa e uma textura mais rica. A natureza da textura depende em grande parte da direção do corte. Muitas espécies, como a nogueira, o freixo, o olmo, o carvalho e outras, têm uma textura bonita e interessante num corte tangencial. A madeira no corte radial também tem uma textura bonita e original. A madeira de burls formada nos troncos de árvores de folha caduca tem altas propriedades decorativas. A textura da madeira de bordo olho de pássaro, que é criada por botões dormentes que não se desenvolveram em um broto, é muito original. Uma textura peculiar e bonita também é criada artificialmente com prensagem desigual da madeira e seu posterior aplainamento, ou ao descascar com uma faca ondulada, ou em ângulo com a direção das fibras. Com acabamento em madeira transparente, sua textura é mais pronunciada. A textura é o indicador mais importante que determina o valor decorativo da madeira. Tipos de textura de madeira: 1) sem um padrão pronunciado - tília, pêra; 2) padrão finamente pontilhado - carvalho, faia, plátano; 3) padrão moiré - bordo cinza, bétula ondulada, mogno; 4) desenho "olho de pássaro" - freixo, bordo, bétula da Carélia, álamo ucraniano; 5) padrão de concha - nogueira caucasiana, freixo, olmo - parte da bunda; 6) padrão atado - abeto, pinho. 2. Teor de umidade da madeira e propriedades associadas à sua mudança A madeira recém-cortada, como regra, contém uma grande quantidade de água e, no futuro, dependendo das condições de armazenamento, pode aumentar ou diminuir ou permanecer no mesmo nível. Mas, na maioria dos casos, é necessário tomar medidas para retirar a água, ou seja, para secar a madeira. Um indicador do teor de água na madeira é a umidade, que é dividida em absoluta e relativa. Na prática, eles usam principalmente valor de alaúde da umidade, que é determinado pela fórmula: Wabdômen. = [(m - m0) /m0] × 100%, onde m é a massa da amostra de madeira molhada, g; m0 - a massa da mesma amostra absolutamente seca, g. O indicador de umidade relativa raramente é usado, principalmente como indicador do teor de umidade da lenha. É determinado pela fórmula: Wrel. = (m-m0 /m) × 100%. Existem duas maneiras de determinar a umidade - direta e indireta. O método direto é baseado na extração de água da madeira. Para isso, a amostra de madeira limpa é seca em estufa a uma temperatura de 103 ° C até que a umidade seja totalmente liberada. Durante o processo de secagem, a amostra é pesada - a primeira vez após 6-10 horas após o início da secagem e depois a cada 2 horas.A secagem é interrompida quando o peso da amostra não diminui mais. O método direto permite determinar o teor de umidade da madeira com grande precisão. O segundo método é indireto, baseado na medição da condutividade elétrica da madeira por meio de um medidor elétrico de umidade. Com essa medição, a escala do aparelho mostra a quantidade de umidade. Este método permite determinar rapidamente a umidade. Mas sua desvantagem está no erro de medição, que é de 2 a 3%, e com teor de umidade da madeira superior a 30% - ainda maior. A água na madeira está em um estado ligado e livre. A água ligada está localizada nas paredes das células e é mantida firmemente. A remoção dessa água é difícil e tem um efeito significativo na alteração da maioria das propriedades da madeira. A quantidade máxima de água ligada corresponde ao limite de saturação da parede celular, que é levado em consideração nos cálculos: Wb.s. = 30%. A água livre está localizada em cavidades celulares e espaços intercelulares, por isso é mais fácil de remover da madeira. A madeira recém-cortada tem um teor de umidade na faixa de 50-100% e com uma longa permanência na água - mais de 100%. Após a secagem ao ar livre, a umidade é reduzida para 15-20%. A umidade de 20-22% é chamada transporte, e a umidade que a madeira possui durante o período de operação, - operacional. A secagem de madeira é de dois tipos - atmosférico, à temperatura ambiente, e artificial, ou câmara, quando a temperatura pode ser de até 100 ° C e acima. Durante a secagem da câmara, ocorre o encolhimento da madeira, ou seja, uma diminuição nas dimensões lineares na direção radial em 3-7% e na direção tangencial - em 8-10%, ao longo das fibras - 0,1-0,3%. O encolhimento volumétrico total é de 11-17%. Ao secar a madeira com diminuição da umidade, suas propriedades mecânicas mudam - a elasticidade diminui, mas a resistência à compressão aumenta e a condutividade elétrica também diminui. 3. Densidade da madeira. Propriedades térmicas da madeira densidade da madeira é a massa por unidade de volume do material, expressa em g/cm 3 ou kg/m 3. Existem vários indicadores de densidade da madeira, que dependem da umidade. A densidade de uma substância lenhosa é a massa por unidade de volume do material que forma as paredes celulares. É aproximadamente o mesmo para todas as raças e é igual a 1,53 g/cm 3, ou seja, 1,5 vezes maior que a densidade da água. A densidade da madeira absolutamente seca é a massa por unidade de volume de madeira na ausência de água. É determinado pela fórmula: ρ0 =m0 /V0, onde p0 - densidade de madeira absolutamente seca, g/cm 3 ou kg/m 3; m0 - peso de uma amostra de madeira com um teor de umidade de 0%, g ou kg; V0 - o volume da amostra de madeira a um teor de umidade de 0%, cm 3 ou m 3. A densidade da madeira é menor que a densidade da substância lenhosa, pois possui vazios preenchidos com ar, ou seja, porosidade, que é expressa em porcentagem e caracteriza a proporção de vazios na madeira absolutamente seca. Quanto maior a densidade da madeira, menor a sua porosidade. A densidade da madeira depende significativamente da umidade. Com o aumento da umidade, a densidade da madeira aumenta. De acordo com a densidade, todas as espécies são divididas em três grupos (com um teor de umidade da madeira de 12%): 1) rochas com baixa densidade - 540 kg/m 3 e menos - isso é abeto, pinheiro, tília, etc .; 2) rochas de densidade média - de 550 a 740 kg/m 3- isto é carvalho, bétula, olmo, etc.; 3) rochas de alta densidade - 750 kg/m 3 e mais - é corniso, carpa, pistache, etc. Propriedades térmicas da madeira são capacidade de calor, condutividade térmica, difusividade térmica e expansão térmica. Capacidade de calor - a capacidade da madeira de acumular calor. A capacidade térmica específica C é tomada como um indicador da capacidade térmica - a quantidade de calor necessária para aquecer 1 kg de massa de madeira em 1 °C. É medido em kJ/kg × t °C. A madeira seca é uma substância de madeira e ar, e a fração de massa de ar nela é insignificante, portanto, a capacidade calorífica da madeira seca é quase igual à capacidade térmica da substância madeira. A capacidade calorífica específica da madeira é praticamente independente da espécie e a uma temperatura de 0°C para madeira absolutamente seca é de 1,55 kJ. Com o aumento da temperatura, a capacidade de calor específico aumenta ligeiramente e a uma temperatura de 100 °C aumenta cerca de 25%. Quando a madeira é umedecida, sua capacidade calorífica aumenta. O processo de transferência de calor na madeira é caracterizado por dois indicadores - o coeficiente de condutividade térmica e o coeficiente de difusividade térmica. Coeficiente de condutividade térmica? numericamente igual à quantidade de calor que passa por unidade de tempo através de uma parede de madeira com uma área de 1 m 2 e 1 m de espessura com uma diferença de temperatura em lados opostos da parede de 1 °C. É medido em W/(m × °C). O coeficiente de difusividade térmica caracteriza a taxa de variação da temperatura da madeira quando ela é aquecida ou resfriada. Ele determina a inércia térmica da madeira, ou seja, sua capacidade de equalizar a temperatura. A difusividade térmica é calculada pela fórmula: α = λ/s × ρ, onde ρ é a densidade do material, kg/m3; λ - coeficiente de condutividade térmica, W / (m × °С); c é a capacidade calorífica específica da madeira, kJ / (kg × °С). 4. Propriedades elétricas e acústicas da madeira Conforme demonstrado por numerosos estudos sobre as propriedades elétricas da madeira, sua condutividade elétrica, ou seja, a capacidade de conduzir corrente elétrica, está inversamente relacionada à sua resistência elétrica. Existem resistências de superfície e de volume, que juntas fornecem a resistência total de uma amostra de madeira colocada entre dois eletrodos. A resistência do volume caracteriza o obstáculo à passagem da corrente através da espessura da amostra e a resistência da superfície - ao longo da superfície. Os indicadores de resistência elétrica são o volume específico e a resistência específica da superfície. Estudos mostraram que a madeira seca conduz mal a eletricidade, mas com o aumento da umidade, sua resistência diminui. Isso pode ser constatado pelos dados obtidos durante os estudos (Tabela 1). Tabela 1 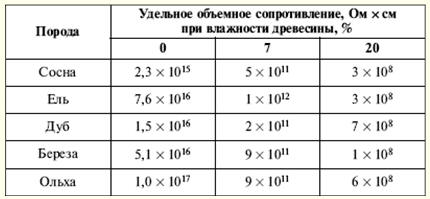 Uma diminuição na resistência da superfície ocorre com o aumento da umidade. Por exemplo, com um aumento no teor de umidade da faia de 4,5 para 17%, a resistência elétrica da superfície diminui de 1,2 × 1013 até 1×107 Ohm. Além disso, como resultado de pesquisas, verificou-se que ocorre uma diminuição na resistência elétrica da madeira quando ela é aquecida, principalmente em sua baixa umidade. madeira seca por 20 6 vezes propriedades acústicas. Ao estudar as propriedades acústicas da madeira, verificou-se que a velocidade de propagação do som na madeira é tanto maior, quanto menor a sua densidade e maior o módulo de elasticidade. Os valores médios da velocidade do som ao longo das fibras para madeira seca são: carvalho - 4720 m/s, freixo - 4730 m/s, pinho - 5360 m/s, lariço - 4930 m/s. Estudos posteriores mostraram que a velocidade do som através das fibras é 3-4 vezes menor do que ao longo das fibras. A velocidade de propagação do som depende das propriedades dos materiais e, antes de tudo, da densidade, por exemplo, no aço, o som se propaga a uma velocidade de 5050 m/s, no ar - 330 m/s e na borracha - 30 EM. Com base nos dados obtidos no estudo das propriedades acústicas da madeira, foi construído um método ultrassônico para determinar sua resistência e defeitos ocultos internos. De acordo com dados de pesquisa, a capacidade de absorção sonora da madeira é baixa, por exemplo, o isolamento acústico da madeira de pinho com espessura de 40 cm é de 48 dB e do carvalho com espessura de 3 cm é de 12 dB. Conforme estabelecido pela pesquisa, as melhores propriedades acústicas em termos de maior emissão de som são as madeiras de abeto, abeto e cedro, que são usadas para a fabricação de muitos instrumentos musicais: dedilhados, arcos, teclados etc. a madeira de exposição a longo prazo tem as melhores propriedades acústicas - por 4,5 anos ou mais. 5. Durabilidade da madeira As propriedades mecânicas incluem a resistência e deformabilidade da madeira, bem como algumas propriedades tecnológicas. A força da madeira é sua capacidade de resistir à destruição sob a influência de cargas externas. A resistência à tração da madeira é determinada testando amostras para compressão, tensão, flexão e cisalhamento. Ao testar madeira para compressão, a carga é realizada ao longo das fibras, depois transversalmente e em um só lugar. A resistência à tração é determinada em MPa pela fórmula: бszh = Pmax /a×b, onde Pmax - carga máxima de ruptura, N; a e b são as dimensões da amostra de madeira, mm. De acordo com os dados do teste, verificou-se que quando a madeira é esticada ao longo das fibras, a resistência é de aproximadamente 1/20 da resistência à tração ao longo das fibras. Portanto, ao projetar produtos e construir várias estruturas de construção, não é permitido que as cargas de tração sejam direcionadas através das fibras. Na prática, na maioria dos casos, os produtos de madeira trabalham com cargas de flexão. Portanto, as amostras de madeira devem ser testadas quanto à flexão, determinando a resistência à tração em MPa de acordo com a fórmula: бde = 3Pmax × l/2 × b × h2, onde l - distância entre apoios, mm; b - largura da amostra na direção radial, mm; h é a altura da amostra na direção tangencial, mm. Quando a amostra é dobrada no lado convexo, surgem tensões de tração e, no lado côncavo, surgem tensões de compressão. Em cargas acima do valor limite, a destruição da madeira ocorre na forma de ruptura das fibras esticadas no lado convexo da fratura da amostra. A resistência ao cisalhamento é de grande importância. Este indicador é determinado ao testar três tipos de cisalhamento: para cisalhamento ao longo e através das fibras; para cortar madeira em toda a fibra. Ao mesmo tempo, a resistência à tração da madeira para lascar é bck, MPa é determinado pela fórmula: бck = Pmax /b×l, onde P max - carga máxima, N; b, l - espessura e comprimento da amostra no plano de cisalhamento, mm. Testes para cortar madeira através das fibras são realizados em amostras usando uma faca móvel. Neste caso, a resistência à tração em MPa é determinada pela fórmula: τ = Pmax / 2 × a × b, onde Pmax - carga máxima, N; aeb são as dimensões da seção da amostra, mm (transversal). Como os resultados do teste mostram, a resistência da madeira quando cortada ao longo das fibras é 4 vezes maior do que quando lascada ao longo das fibras. Como os testes mostraram, os módulos de elasticidade na compressão e tensão da madeira são aproximadamente os mesmos e chegam a 12,3 GPa para pinho, 14,6 GPa para carvalho e 16,4 GPa para bétula com um teor de umidade de 12%. O módulo de elasticidade através das fibras é cerca de 20-25 vezes menor do que ao longo, e na direção radial é maior do que na direção tangencial, cerca de 20-50%. Ao testar a madeira, o módulo de elasticidade também é determinado: E = 3 × P × l / (64b × h3 ×f), onde P é a carga igual à diferença entre os limites de medição superior e inferior, N; l - distância entre os suportes (nos quais se encontra a amostra de madeira), mm; b e h - largura e altura da amostra, mm; f - deflexão igual à diferença entre os valores médios aritméticos da deflexão nos limites de carregamento superior e inferior, mm. 6. Propriedades tecnológicas da madeira Propriedades tecnológicas: resistência ao impacto, dureza, resistência ao desgaste, capacidade de prender parafusos, pregos e outros fixadores, bem como usinabilidade com ferramentas de corte. Resistência ao impacto da madeira - esta é a sua capacidade de absorver o esforço (trabalho) no impacto sem destruição. Quanto maior a quantidade de trabalho necessária para quebrar a amostra, maior sua viscosidade. A resistência ao impacto é determinada pela fórmula: A \uXNUMXd Q / b x h, J / cm 2, onde Q é o trabalho gasto na fratura da amostra, J; b e h são a largura e a altura da amostra. dureza da madeira é a sua capacidade de resistir à indentação de um corpo feito de um material mais duro - um punção de aço com uma ponta hemisférica de raio r = 5,64 mm a uma profundidade de 5,64 mm. Ao mesmo tempo, ao final do carregamento, a carga R é contada na escala do medidor de força da máquina. Após o teste, uma marca de 100 mm de área permanece na madeira 2. A dureza estática da amostra é determinada em N/mm usando a fórmula: H \uXNUMXd P / π × r2, onde π×r2 - a área da impressão na madeira quando um hemisfério de raio r é pressionado nela, mm. Se houver uma divisão das amostras durante o processo de teste, o punção é pressionado a uma profundidade menor - 2,82 mm e a dureza é determinada pela fórmula: H = 4P / (3π × r2). Todas as rochas são divididas em três grupos de acordo com a dureza da superfície final: macio - com dureza de 40 N / mm 2 e menos, duro - 41-80 N/mm 2 e muito duro - mais de 80 N/mm 2. resistência ao desgaste a madeira caracteriza sua capacidade de resistir ao desgaste ao esfregar contra a superfície de elementos abrasivos ou microrugosidade de um corpo mais sólido. Ao testar a abrasão, são criadas condições que imitam o processo real de abrasão da madeira usada para pisos, escadas, decks. A abrasão é realizada em uma máquina especial. Neste caso, o índice de abrasão t é calculado em mm de acordo com a fórmula: t = h × (m1 - M2) /m1, onde h é a altura da amostra antes da abrasão, mm; m 1 e m 2 - a massa da amostra, respectivamente, antes e depois do ensaio, g. A resistência específica à retirada de um prego ou parafuso é determinada pela fórmula: Рud. = Pmax /l (N/mm), onde Pmax - carga máxima ao retirar pregos ou parafusos; l é o comprimento de pregar um prego ou aparafusar um parafuso. A capacidade da madeira de segurar fixadores depende de sua espécie, densidade e teor de umidade. A resistência ao arrancamento dos pregos martelados nas direções radial e tangencial é aproximadamente a mesma, mas é maior do que quando os pregos são cravados na extremidade da amostra. A capacidade da madeira de dobrar - o melhor em faia, carvalho, freixo, pior - em coníferas. Para melhorar a maleabilidade da madeira, ela é cozida no vapor antes de ser dobrada e, após a dobra, é resfriada e seca em um estado fixo, adquirindo uma forma curva estável. A capacidade da madeira de rachar - é o processo de separação ao longo das fibras sob a ação da carga transmitida à cunha. Esta é uma propriedade negativa da madeira ao cravar pregos perto da borda, bem como muletas, parafusos ao aparafusar, mas positiva ao cortar lenha ou colher toras partidas. PALESTRA Nº 5. Ligas 1. A estrutura dos metais Metais e suas ligas - o principal material em engenharia mecânica. Eles têm muitas propriedades valiosas, principalmente devido à sua estrutura interna. Metal ou liga macios e dúcteis podem se tornar duros, quebradiços e vice-versa. Para alterar conscientemente as propriedades dos metais, é necessário conhecer os fundamentos de sua estrutura cristalina. Como se sabe, todos os corpos consistem em um grande número de átomos, que são mantidos juntos por forças coesivas, oscilando em alta frequência perto dos pontos de equilíbrio. Como os átomos de diferentes metais são diferentes, cada metal tem suas próprias propriedades específicas. Essas propriedades dependem do arranjo dos átomos entre si, da natureza de suas ligações e da distância entre eles. Se você alterar a distância entre os átomos ou a ordem de sua disposição, as propriedades do metal também mudarão. Nos corpos amorfos - resina, vidro, breu, etc. - os átomos estão arranjados aleatoriamente. Nos metais, eles estão em uma certa ordem geométrica, formando cristais, portanto os metais são corpos cristalinos. Os metais diferem não apenas na ordem de disposição dos átomos, mas também na rede cristalina, que é uma grade espacial imaginária composta por células elementares, em cujos nós existem átomos. As seguintes redes cristalinas de metais com empacotamento denso de átomos são distinguidas: cúbico de corpo centrado, cúbico de face centrada e hexagonal. Em uma célula de uma rede cúbica de corpo centrado, os átomos estão localizados nos vértices e no centro do cubo. Essa célula contém nove átomos (cromo, tungstênio, vanádio, molibdênio, lítio e, em certas temperaturas, ferro e outros metais). Em uma célula de uma rede cúbica de face centrada, os átomos estão localizados nos vértices do cubo e na interseção das diagonais de cada plano. Essa célula tem 14 átomos (chumbo, níquel, cobre, ouro, prata, chapa, ferro a certas temperaturas e outros metais). Em uma célula de uma rede cristalina hexagonal, os átomos estão localizados nos vértices e no centro das bases hexagonais do prisma, e três átomos estão localizados em seu plano médio, enquanto tal célula contém 17 átomos (magnésio, zinco, cádmio , ósmio, berílio e outros metais). Sob certas condições, alguns metais - ferro, titânio, zircônio, estrôncio, cobalto, cálcio e outros - podem ser rearranjados de um tipo de retículo cristalino para outro, por exemplo, de corpo centrado cúbico para centrado na face e até mesmo hexagonal. A célula elementar exibe apenas um elemento, ou uma célula, da rede cristalina. Toda a rede cristalina em um metal real consiste em um grande número de células elementares que se repetem repetidamente. De grande importância é a distância entre os átomos de uma célula de uma rede cristalina ou entre planos atômicos paralelos que formam uma célula elementar. Quanto maior essa distância, menos durável é o metal. A distância entre eles é medida em angstroms - 1 A = = 10 -8 cm ou em nanômetros - 1 A \u0,1d XNUMX nm. Da prática, sabe-se que o ferro é mais forte que o cobre e o cobre é mais forte que o alumínio. 2. Cristalização e estrutura de metais e ligas O arranjo dos átomos - o tipo de rede cristalina - a propriedade natural do metal, a forma dos cristais e seus tamanhos dependem do processo de transição do metal do estado líquido para o estado sólido. O processo de formação de cristais durante a solidificação de metais é chamado de cristalização. Durante a cristalização dos metais, o calor é liberado e, durante a transição dos metais do estado sólido para o líquido, o calor é absorvido. Observações com a ajuda de divisões de medição de temperatura do processo de diminuição da temperatura durante a transição de um metal do estado líquido para o estado sólido, uma certa regularidade foi estabelecida. Primeiro, a temperatura cai uniformemente. No período inicial de formação do cristal, devido à liberação de calor latente durante a formação da rede cristalina, a queda de temperatura para e permanece inalterada até que o metal esteja completamente solidificado. Depois que todo o metal endureceu, a temperatura começa a cair novamente. A temperatura correspondente a uma área horizontal é chamada crítico. A cristalização dos metais é semelhante à cristalização dos sais, e esse processo consiste em dois processos elementares que ocorrem simultaneamente. A primeira é a formação de centros de cristalização, ou núcleos de cristal, a segunda é o crescimento de cristais a partir desses centros. O primeiro estágio - o aparecimento de núcleos de cristais metálicos. A segunda etapa - à medida que o metal esfria, mais e mais átomos de metal líquido se unem aos núcleos, que se agrupam em determinada ordem uns próximos dos outros, formando células elementares da rede cristalina. Este processo continua até o final da cristalização. Além disso, os cristais do metal solidificado têm uma forma irregular e muito diversa, o que se explica pelas condições de cristalização. No processo de cristalização, o número de cristais aumenta - em 1 mm 3 mais de 1000 cristais podem ser formados. Cristais que têm uma forma externa irregular são chamados cristalitos, ou grãos. Metais puros são relativamente raramente usados em engenharia mecânica e outros ramos do complexo econômico. Mais amplamente utilizadas são as ligas constituídas por dois ou mais elementos (dois metais, como cobre e zinco, ou um metal e um não metal, como ferro e carbono). Os elementos de uma liga são chamados componentes. Dependendo do arranjo dos átomos na rede cristalina, as soluções sólidas substitucionais e as soluções sólidas intersticiais são distinguidas. Em uma solução sólida substitucional, os átomos do componente solúvel são substituídos por átomos de solvente, enquanto na solução sólida intersticial, os átomos de solvente estão localizados entre os átomos do componente solúvel nos pontos mais fracos dos elementos da rede cristalina. As ligas, que são soluções sólidas, têm propriedades valiosas. Eles são mais duros e mais fortes do que os componentes incluídos nele. Os componentes de algumas ligas durante a cristalização podem entrar em uma ligação química, formando um composto químico. Os compostos químicos têm dureza muito alta e boa resistência elétrica. 3. Difusão e transformações sem difusão Em difusão compreender o movimento dos átomos em um corpo cristalino a distâncias que excedem as distâncias interatômicas médias de um determinado metal. Se o movimento dos átomos não estiver associado a uma mudança na concentração em volumes individuais, esse processo é chamado de autodifusão. A difusão acompanhada por uma mudança na concentração é chamada de heterodifusão. Nos casos em que a heterodifusão é acompanhada pela formação de novas fases, o que ocorre mais frequentemente durante o processamento químico e técnico, é chamado de difusão reativa. O processo de difusão é baseado em um mecanismo atômico no qual cada átomo realiza caminhadas mais ou menos aleatórias. As transformações de difusão em metais ocorrem durante vários tratamentos químicos e térmicos - cromagem, cementação, aluição (aluminização), etc. cromagem proporciona maior resistência ao calor do aço até 800 °C, alta resistência à corrosão em ambientes como água doce e do mar, ácidos acético e fosfórico e resistência à erosão em baixas e altas temperaturas. A cromagem de aços contendo mais de 0,3-0,4% de carbono também aumenta a dureza e a resistência ao desgaste. Durante a cromagem, a camada de difusão consiste em uma solução de cromo em? - ferro e o teor de cromo na superfície é de 25 a 50%. Neste processo, no caso de usar CrCl 2 ocorre a seguinte reação: CrCl 2 + Fe → FeCl 2 +Cr. Durante o tratamento térmico do aço, não difuso, ou alotrópica, transformações no processo de cristalização secundária. Em particular, a uma temperatura de +775 ° C em aço contendo 0,6% de carbono, começam as transformações alotrópicas, ou seja, a separação da ferrita da austenita (uma solução sólida de carbono (até 2,14%)) e outras impurezas no volume de ferro. Ferrite - uma solução sólida de uma pequena quantidade de carbono (até 0,04%) e outras impurezas em? - gaxeta - um componente estrutural macio, plástico e insuficientemente forte. Uma vez que a ferrita contém uma quantidade insignificante de carbono, a austenita restante gradualmente, à medida que a ferrita precipita, torna-se enriquecida em carbono. Quando a concentração de carbono na austenita restante atingir 0,8%, a uma temperatura de +727 ° C, o aço contendo 0,6% de carbono conterá ferrita e austenita, e em temperaturas abaixo de +727 ° C - ferrita e perlita, e a ferrita-perlita a estrutura permanecerá sem alterações significativas mesmo com resfriamento adicional do aço até a temperatura ambiente. Transformações semelhantes são características de todos os aços hipoeutetóides (contendo menos de 0,8% de carbono). A diferença será apenas nas temperaturas do início da precipitação da ferrita. Além disso, se o aço contiver 0,8% de carbono, sua cristalização secundária ocorrerá a uma temperatura constante (+727 °C) e será acompanhada por apenas um processo - a formação de perlita. Isso se explica pelo fato de que, neste caso, o teor de carbono no aço corresponde à composição eutetóide - uma mistura mecânica de cristais liberados da liga líquida ao mesmo tempo. Isso cria uma estrutura de grão fino da liga. 4. Classificação das ligas. Ferro e suas ligas Aço e ferro fundido - materiais básicos em engenharia mecânica. Eles compõem 95% de todas as ligas usadas na engenharia. Aço é uma liga de ferro com carbono e outros elementos contendo até 2,14% de carbono. Carbono - a impureza mais importante do aço. A resistência, dureza e ductilidade do aço dependem do seu conteúdo. Além de ferro e carbono, o aço contém silício, manganês, enxofre e fósforo. Essas impurezas entram no aço durante o processo de fundição e são suas companheiras inevitáveis. Ferro fundido - liga à base de ferro. A diferença entre o ferro fundido e o aço está no maior teor de carbono - mais de 2,14%. Os mais difundidos são os ferros fundidos contendo 3-3,5% de carbono. A composição dos ferros fundidos inclui as mesmas impurezas do aço, ou seja, silício, manganês, enxofre e fósforo. Os ferros fundidos, nos quais todo o carbono está em combinação química com o ferro, são chamados de brancos (de acordo com o tipo de fratura), e os ferros fundidos, todos ou a maioria dos quais o carbono é grafite, são chamados de cinzas. Nos ferros fundidos brancos, há sempre mais um componente estrutural - ledeburita. Este é um eutético, ou seja, uma mistura mecânica uniforme de grãos de austenita e cementita, obtido durante a cristalização, contém 4,3% de carbono. Ledeburite é formado a uma temperatura de +1147 °C. Ferrite - uma solução sólida de uma pequena quantidade de carbono (até 0,04%) e outras impurezas em? - ferro. É praticamente ferro puro. Cementita - composto químico de ferro com carbono - carboneto de ferro. Perlita - mistura mecânica uniforme em uma liga de ferrita e cementita. Essa mistura recebeu esse nome porque a seção fina durante sua gravação tem um tom de madrepérola. Como a perlita é formada como resultado de processos de cristalização secundária, ela é chamada de eutetóide. É formado a uma temperatura de +727 °C. Contém 0,8% de carbono. Perlite tem duas variedades. Se a cementita estiver na forma de placas, é chamada de lamelar, mas se a cementita estiver na forma de grãos, a perlita é chamada de granular. Sob o microscópio, as placas de cementita parecem brilhantes porque são muito duras, polim bem e corroem menos quando gravadas com ácidos do que placas de ferrite macias. Se as ligas de ferro-carbono forem aquecidas a certas temperaturas, ocorrerá uma transformação alotrópica de α-ferro em ν-ferro e um componente estrutural é formado, que é chamado de austenita. austenita é uma solução sólida de carbono (até 2,14%) e outras impurezas em ν-ferro. Capacidade de carbono dissolver no ferro não é o mesmo em diferentes temperaturas. A uma temperatura de +727 °C, o ν-ferro pode dissolver não mais do que 0,8% de carbono. Na mesma temperatura, austenita se decompõe para formar perlita. A austenita é um componente estrutural macio. Tem uma alta plasticidade, não possui propriedades magnéticas. Ao estudar os componentes estruturais das ligas de ferro-carbono, verificou-se que à temperatura ambiente eles sempre consistem em dois elementos estruturais: ferrita dúctil macia e cementita dura, que fortalece a liga. 5. Diagramas de estado de ligas As ligas podem ser obtidas combinando a maioria dos metais entre si, bem como com não metais. Diagramas de estado de ligas fornecem uma representação visual das transformações que ocorrem nas ligas dependendo de sua composição química e temperatura. Ao construir diagramas do estado das ligas, a composição química ou concentração da liga em porcentagem é indicada no eixo das abcissas. Para fazer isso, uma linha horizontal de um determinado comprimento é dividida em cem partes idênticas, e cada divisão é tomada como 1% de um dos componentes da liga.  Arroz. 5. Diagrama do estado das ligas do sistema chumbo-antimônio (Pb-Sb) O ponto A corresponde ao chumbo puro e o ponto B corresponde ao antimônio puro. A temperatura é indicada no eixo y em uma determinada escala. Para construir um diagrama de estado da liga, primeiro é construída uma série de curvas de resfriamento para ligas dos mesmos elementos com diferentes concentrações. Com base nessas curvas, um diagrama é construído. As ligas, cujos componentes, durante a solidificação, formam apenas misturas mecânicas, pertencem ao primeiro grupo. O diagrama dessas ligas é chamado condicionalmente de diagrama de fases do primeiro tipo. O diagrama de ligas que formam apenas soluções sólidas durante a solidificação é chamado de diagrama de fases do segundo tipo. Os mais típicos para diagramas do primeiro tipo são ligas de chumbo com antimônio. Construção de um diagrama (do primeiro tipo) do estado das ligas Pb-Sb: 1) curvas de resfriamento de ligas hipoeutéticas; 2) diagrama de estado das ligas Pb-Sb; 3) curvas de resfriamento de ligas hipereutéticas. O diagrama é construído para cinco tipos de liga de chumbo-antimônio: 1) 5% de antimônio e 95% de chumbo; 2) 10% de antimônio e 90% de chumbo; 3) 20% de antimônio e 80% de chumbo; 4) 40% de antimônio e 60% de chumbo; 5) 80% de antimônio e 20% de chumbo. Todos eles têm dois temperaturas críticas: cabeçalho e rodapé. O estudo dos processos de cristalização dessas ligas mostra que a temperatura crítica superior corresponde ao início e a inferior - ao final da solidificação da liga. Assim, o processo de cristalização de ligas Pb-Sb difere bastante da cristalização de metais puros. As ligas cristalizam na faixa de temperatura e os metais puros - a uma temperatura constante. A mistura mecânica de cristais liberados de uma liga líquida ao mesmo tempo é chamada de eutético (traduzido do grego - "bem construído"). Ligas dessa concentração são chamadas eutético. A linha DIA no diagrama é chamada linha liquidus (traduzido do grego - "líquido"). Acima desta linha, qualquer liga de chumbo-antimônio está em estado líquido. A linha DSVE recebeu o nome de linha solidus (traduzido do grego - "sólido"), ou linha eutética. O ponto C mostra a composição do eutético. As ligas localizadas à esquerda deste ponto são chamadas hipoeutético, à direita dela hipereutético. Na estrutura das ligas hipoeutéticas, além das eutéticas, há sempre certa quantidade de chumbo, e nas ligas hipereutéticas, além das eutéticas, antimônio. PALESTRA Nº 6. Propriedades mecânicas dos metais 1. Deformação e destruição Carregar chamadas de aplicativos deformação. No momento inicial, o carregamento, se não for acompanhado por mudanças de fase (estruturais), causa apenas deformação elástica (reversível). Ao atingir uma determinada tensão, a deformação (parcialmente) torna-se irreversível (deformação plástica), enquanto a estrutura do metal e, consequentemente, suas propriedades também mudam irreversivelmente.A dependência da deformação em relação à tensão é representada pelo chamado diagrama de tensão. Estresse condicional: σ = P/F0 (kgf/mm2), onde P é a força; F0 - seção inicial e eixo de abcissas - deformação relativa: ε = ∆l/l, onde Δl é o incremento de comprimento, l - comprimento inicial. A tangente do ângulo de inclinação é reta: tg α \uXNUMXd σ / ε \uXNUMXd E - o módulo de elasticidade normal (em kgf / mm 2) - caracteriza a rigidez do material (resistência à deformação elástica), que é determinada pelas forças de interação interatômica, dependendo na primeira aproximação da temperatura de fusão do metal. Como a liga e o tratamento térmico têm muito pouco efeito sobre o ponto de fusão, o módulo de elasticidade normal pode ser considerado uma característica estruturalmente insensível. Para todos os aços E ≈ 2 × 10 4 kgf/mm 2, e para ligas de alumínio E ~ 0,7 × 10 4 kgf/mm 2. A tensão condicional na qual a relação proporcional entre ε e σ é violada é o limite elástico (ou limite de proporcionalidade). Para fins técnicos (exceto para elementos elásticos), um pequeno desvio da proporcionalidade não é considerado significativo, e geralmente considera-se que a deformação plástica ocorre quando a deformação residual irreversível εpl. torna-se 0,2%. A tensão condicional na qual = 0,2% é chamada força de rendimento (no diagrama - σ0,2) e caracteriza a resistência do material a pequenas deformações plásticas. A tensão real atinge seu valor máximo no ponto Z - na destruição final da amostra. Para materiais de alta resistência e baixa plasticidade σВ > 150 kgf/mm 2, o estreitamento relativo ψ (mudança no estreitamento) no ponto de ruptura (destruição) é inferior a 40%, e ψ é determinado pela fórmula: ψ = (Fо - F.х)Fо, onde f 0 - secção da amostra antes da destruição; Fx - seção no momento da deformação máxima. Destruição pode ser de dois tipos, que podem ser chamados de "separação" (retomada) e "destruição" (período de férias). A separação é típica para materiais altamente plásticos (geralmente são metais de alta pureza), cuja deformação após atingir o ponto ? В leva a 100% de estreitamento sem a formação de uma superfície de fratura. Em todos os outros casos, o estreitamento atinge um certo valor, após o qual a amostra é destruída com a formação de superfícies de fratura.  Arroz. 6. Tipos de amostras rasgadas: a - separação; b - destruição com deformação plástica preliminar; c - falha sem deformação plástica preliminar. O processo de destruição é precedido por: deformação elástica e deformação plástica. 2. Propriedades mecânicas dos metais Propriedades mecânicas metais são determinados pelas seguintes características: limite elástico σТ, resistência ao escoamento σЕ, alongamento relativo da resistência à tração σ, estreitamento relativo ψ e módulo de elasticidade E, resistência ao impacto, limite de resistência, resistência ao desgaste. Dureza, determinado pelos métodos não destrutivos mais simples, depende principalmente do teor de carbono e das condições de tratamento térmico do aço. Para uma estimativa aproximada da resistência, a seguinte relação pode ser usada: σВ = HB/3. Todas as partes metálicas das máquinas durante a operação são expostas a várias cargas externas, que podem ser realizadas de forma suave, gradual (estaticamente) ou instantaneamente (dinamicamente). Atuando nas peças, as cargas externas alteram sua forma, ou seja, deformam A propriedade dos materiais feitos de metal e ligas de tomar sua forma original após o término da ação de forças externas é chamada elasticidade, e a deformação que desaparece após a remoção da carga é chamada elástico. Se grandes esforços são aplicados a uma peça de metal e após o término de sua ação ela não assume sua forma original, mas permanece deformada, essa deformação é chamada plástico. A capacidade de materiais e peças metálicas de se deformarem sob a influência de cargas externas sem colapsar e manter a forma alterada após o término da força é chamada de plasticidade. Materiais feitos de metais que não são capazes de deformação plástica são chamados de frágil. Uma propriedade importante de materiais e peças feitas de metais, juntamente com elasticidade e plasticidade, é força. Peças ou ferramentas metálicas, dependendo das condições de trabalho, devem possuir certas propriedades mecânicas - resistência, elasticidade, plasticidade. Durante a operação de longo prazo, as peças metálicas das máquinas estão sujeitas a cargas revariáveis (alongamento - compressão). Em tensões abaixo do limite de elasticidade ou limite elástico, eles podem falhar repentinamente. Esse fenômeno é chamado fadiga do metal. O limite de resistência (fadiga) é a tensão máxima que materiais e peças metálicas podem suportar sem quebrar, com um número suficientemente grande de cargas variáveis repetidas (ciclos). Para amostras de aço, essa característica é definida em 10 milhões de ciclos, para metais não ferrosos - em 100 milhões de ciclos. O limite de resistência é indicado por uma letra grega? -1 e medido em Pa. Durante a operação, muitas peças da máquina são aquecidas a altas temperaturas, chegando a 1000 °C ou mais. Para tais peças, uma característica importante é resistência ao calor - a capacidade de materiais feitos de metais e ligas para manter a resistência necessária em altas temperaturas. Em metais e ligas que trabalham por muito tempo sob carga em altas temperaturas, ocorre um fenômeno rastejar, isto é, deformação plástica contínua sob a ação de uma carga constante (metal "deslizamento"). 3. Métodos para fortalecer metais e ligas O endurecimento superficial de metais e ligas é amplamente utilizado em muitas indústrias, em particular na engenharia moderna. Permite obter alta dureza e resistência ao desgaste da camada superficial, mantendo um núcleo suficientemente viscoso, melhora a durabilidade e a resistência à fadiga. Alguns métodos de endurecimento de superfície são altamente produtivos. Em alguns casos, eles são usados com grande eficiência em vez dos métodos convencionais de tratamento térmico. Há um grande número de peças, cujas propriedades da camada superficial do metal estão sujeitas a outros requisitos além das propriedades das camadas internas. Por exemplo, os dentes da engrenagem sofrem forte atrito durante a operação, então eles devem ter alta dureza, mas baixa dureza e boa tenacidade para que os dentes não entrem em colapso por choques e impactos. Portanto, os dentes da engrenagem devem ser duros na superfície e viscosos no núcleo. A maneira mais comum de endurecer a camada superficial de metais e ligas é endurecimento superficial, em que apenas uma parte da camada superficial das peças adquire alta dureza. O resto não é endurecido e mantém a estrutura e as propriedades que eram antes do endurecimento. Atualmente, o endurecimento da superfície com aquecimento por indução por correntes de alta frequência é o mais amplamente utilizado. Este método progressivo de tratamento térmico de alto desempenho proporciona um aumento nas propriedades mecânicas do aço, incluindo limite de escoamento, fadiga e dureza, elimina a possibilidade de descarbonetação, reduz o risco de oxidação da superfície dos produtos e sua deformação. Detalhes de forma complexa, serras de fita, ferramentas de corte (fresas, brocas), alavancas, eixos são submetidos ao endurecimento da superfície por pulso. Para isso, a parte endurecida da peça é aquecida a uma temperatura superior à temperatura de aquecimento convencional deste material para endurecimento, e depois resfriada em alta taxa devido à remoção de calor para o restante da massa da peça sem o uso de resfriamento meios de comunicação. Como resultado do endurecimento por pulso, é obtida uma camada "branca" endurecida, que é estável quando revenida até uma temperatura de 450 ° C, possui uma estrutura de grão fino, alta dureza e resistência ao desgaste. PALESTRA No. 7. Ligas Ferro-carbono 1. Diagrama de ferro-cementita O diagrama ferro-cementita cobre o estado das ligas ferro-carbono, que contêm até 6,67% de carbono.  Arroz. 7. Diagrama do estado das ligas ferro-carbono (linhas sólidas - sistema Fe-Fe 3 C; tracejado - sistema Fe-C) aços carbono - são ligas de ferro contendo até 2,14% de carbono. Aços contendo até 0,8% de carbono são chamados hipoeutetóides, 0,8% de carbono - eu-tectóide, acima de 0,8 a 2,14% - hipereutetóide. Ferros fundidos brancos - são ligas de ferro contendo de 2,14 a 6,67% de carbono. Com um teor de 2,14 a 4,3% de carbono, os ferros fundidos brancos são chamados hipoeutéticos, com 4,3-6,67% - hipereutéticos. O diagrama ferro-cementita mostra o estado desta liga durante a cristalização primária e secundária. Esses processos são caracterizados pelas curvas ASV e AECF. Curva DIA - linha liquidus - exibe as temperaturas nas quais a solidificação das ligas de ferro-carbono começa. Curva AECF - linha solidus - corresponde às temperaturas a que termina o processo de cristalização. A linha AE refere-se aos aços e a linha ACF aos ferros fundidos brancos. O ponto A caracteriza o ponto de fusão do ferro puro - +1539 °C, e o ponto B - o ponto de fusão da cementita - +1600 °C. O ponto E corresponde à quantidade máxima de carbono que pode ser dissolvida na austenita em altas temperaturas. O ponto C indica a composição do eutético, corresponde ao teor de 4,3% de carbono na liga. A temperatura de formação eutética é de +1147 °C. A linha ECF é chamada eutético, pois em qualquer ponto forma-se um eutético (ledeburita), na linha CF (ferros fundidos hipereutéticos), o componente que está em excesso em relação ao eutético, ou seja, a cementita, será liberado da liga líquida. Como a cementita é formada durante a cristalização primária, ela é chamada de primária. Um eutético surge na linha CF - ledeburita. Consequentemente, como resultado da cristalização primária, os ferros fundidos hipereutéticos consistirão em cementita primária e ledeburita. A linha ECF (+1147 °C) é chamada eutético, uma vez que ocorre a formação de uma mistura mecânica de austenita e cementita - ledeburita. A Ledeburita tem composição eutética, portanto, sua cristalização ocorre a uma temperatura constante de +1147 °C. Como resultado da cristalização primária, o aço adquire uma estrutura austenítica caracterizada por boa ductilidade e tenacidade. Portanto, esse aço se presta bem ao tratamento de pressão em altas temperaturas. Os ferros fundidos brancos contêm ledeburita quebradiça e dura, o que exclui a possibilidade de tratamento sob pressão mesmo em altas temperaturas. A linha PSK no diagrama caracteriza a temperatura. em que os processos de cristalização secundária são concluídos. Para os aços mostrados no diagrama, esta temperatura é de +727 °C. Em temperaturas abaixo de +727 °C, não são observadas transformações significativas nos aços; a estrutura obtida em +727 °C é mantida após o resfriamento adicional da liga (até a temperatura ambiente). A linha PSK é chamada eutetóide. O ponto S do diagrama corresponde à composição do eutetóide - perlita. 2. Aços: classificação, aços automáticos Os aços servem como base material para engenharia mecânica, construção e outras indústrias. Os aços são a principal matéria-prima para a produção de chapas e perfis. Por método de produção os aços são divididos em Bessemer, conversor (com purga de oxigênio), forno aberto, aço elétrico, cadinho e aço obtido por redução direta do minério enriquecido (pellets); por composição química - para carbono e ligas; por nomeação - em estrutural, ferramenta, automático e aço com propriedades especiais. Os aços sempre contêm várias impurezas. Quanto menos impurezas nocivas, maior a qualidade do aço. Dependendo da qualidade, os aços são diferenciados qualidade comum, alta qualidade, alta qualidade e qualidade extra. Os aços carbono de qualidade comum estão entre os mais baratos e amplamente utilizados. Dependendo da finalidade, os aços carbono de qualidade comum são divididos em três grupos: A - fornecidos por propriedades mecânicas, B - fornecidos por composição química e C - fornecidos por propriedades mecânicas e composição química. Dependendo dos indicadores normalizados (características de resistência, composição química), o aço de cada grupo é dividido em categorias: grupo A - 1, 2 e 3; grupo B - 1, 2º; grupo B - 1, 2, 3, 4, 5, 6º. O grupo A inclui os aços das seguintes qualidades: St 0, St 1 kp, St 1 ps, etc. até ST aux. As letras "St" significam "aço", os números de 0 a 6 - o número condicional da marca, caracterizando as propriedades mecânicas do aço. Com um aumento no número do grau, a resistência última σ aumentaВ e resistência ao escoamento σТ e o alongamento relativo diminui. Para indicar o grau de desoxidação, os índices são colocados após o número da marca: kp - ebulição, ps - semi-calmo, cn - calmo (por exemplo, St 3 kp, St 3 ps, St 3 cn). O grupo B inclui aços dos seguintes graus: Bst 0, Bst 1 kp, etc. até Bst 6 kp. O aço do Grupo B tem duas categorias. A primeira categoria inclui aços de todos os graus que contêm os seguintes elementos químicos: carbono, manganês, silício, fósforo, enxofre, arsênico, nitrogênio. A segunda categoria inclui aços de BST 1 a BST 6, que incluem cromo, níquel e cobre. O grupo B inclui os graus de aço VST 1, VST 2, VST 3, VST 4 e VST 5. Os índices ps, sp e kp adicionados ao grau indicam o grau de desoxidação do aço, por exemplo: VST 3 sp, VST 3 gps, etc. .A letra "g" após o número indica um aumento do teor de manganês. Para máquinas-ferramentas automatizadas de corte de metais, a indústria metalúrgica produz aços especiais de corte livre capazes de formar cavacos quebradiços, de fácil descida e de fácil remoção. É um aço de maior e alta usinabilidade. A alta usinabilidade desses aços é alcançada aumentando o teor de enxofre e fósforo (até 0,35%), bem como a introdução de chumbo (até 0,35%). Os aços automáticos são usados na produção em larga escala e em massa. Peças não críticas para carros e tratores (fixadores, eixos, buchas, etc.) são feitas a partir deles. 3. Ferros fundidos: branco, cinza, de alta resistência, maleável Ferro fundido - o produto primário do processamento de minérios de ferro por fundição em altos-fornos. Na estrutura dos ferros fundidos, pode haver diferentes componentes, dependendo de qual parte do carbono está em estado estruturalmente livre. Isso também determina o nome do ferro fundido: branco, cinza, de alta resistência, maleável. O ferro fundido é o material de fundição de ferro-carbono mais comum contendo mais de 2% de carbono, até 4,5% de silício, até 1,5% de manganês, até 1,8% de fósforo e até 0,08% de enxofre. O ferro fundido possui altas propriedades de fundição, portanto é amplamente utilizado na produção de fundição como material estrutural. As rótulas são feitas de ferro fundido, que tem um baixo coeficiente de atrito. Ferro fundido branco é uma liga de ferro com carbono na forma de carboneto de ferro Fe 3 C, ou seja, o carbono está no estado ligado na forma de um composto químico - cementita. O teor de carbono no ferro fundido branco varia de 2,14 a 6,67%, e a estrutura primária dos ferros fundidos brancos pode conter ledeburita, austenita e cementita primária. Além disso, a microestrutura dos ferros fundidos hipoeutéticos brancos inclui perlita, cementita secundária e ledeburita em temperatura ambiente. Com um teor de 2,14 a 4,3% de carbono, os ferros fundidos brancos são denominados hipoeutéticos, a 4,3% - eutéticos e a 4,3-6,67% - hipereutéticos. ferro fundido cinzento amplamente utilizado na engenharia mecânica. Recebeu esse nome devido à cor cinza da fratura, devido à presença de carbono livre na forma de grafite na estrutura de ferro fundido. A indústria metalúrgica produz onze graus de ferro fundido cinzento: SCh 10 - são feitas peças para as quais a característica de resistência não é obrigatória - válvulas de fechamento (válvulas, válvulas, válvulas de gaveta), panelas, tampas e assim por diante; SCH 15, SCH 18 - alavancas, polias, flanges, rodas dentadas, partes do corpo levemente carregadas são feitas a partir deles. Ferro dúctil obtido pela introdução de magnésio - até 0,9% e cério - até 0,05% em ferro fundido cinzento líquido antes de despejar em moldes. O ferro dúctil tem maior teor de carbono e silício e menor teor de manganês. Este ferro fundido combina as valiosas propriedades do aço e do ferro fundido. A designação de seus graus inclui dois números - o primeiro indica a resistência à tração, o segundo - alongamento relativo. No total, são produzidos dez graus de ferro fundido de alta resistência. Por exemplo: HF 38-17, HF 42-12, HF 45-5, HF 50-7, HF 100-2, HF 120-2. Os ferros dúcteis são usados para fazer muitas peças, incluindo peças moldadas, corpos e bases de máquinas, mangas, cilindros, engrenagens, etc. Liberação de 11 graus de ferro dúctil, e é marcado de acordo com o mesmo princípio de alta resistência. Ferros fundidos maleáveis podem ter uma base de metal ferrítico, perlítico e ferritil-perlítico. Os ferros fundidos ferríticos KCh 35-10 e KCh 37-12 são utilizados para a produção de peças operadas sob altas cargas dinâmicas e estáticas - cárteres, caixas de engrenagens, cubos, etc., e ferros fundidos graus KCh 30-6 e KCh 33-8 - para fabricação de peças menos críticas - braçadeiras, porcas, válvulas, blocos, etc. PALESTRA Nº 8. Métodos de processamento de metais 1. Influência dos componentes de liga nas transformações, estrutura, propriedades dos aços Os componentes ou elementos de liga introduzidos no aço, dependendo de sua interação com o carbono nas ligas ferro-carbono, são divididos em formadores de carboneto e não formadores de carboneto. Os primeiros incluem todos os elementos localizados no sistema periódico de elementos à esquerda do ferro - manganês, cromo, molibdênio, etc. À direita do ferro estão os elementos que não formam carbonetos - cobalto, níquel, etc. O primeiro, assim como o segundo, elementos de liga se dissolvem no ferro α ou ν, porém, o teor de elementos formadores de carboneto nessas fases do ferro é menor que o introduzido no aço, pois uma certa quantidade deles se liga a carbono. Neste caso, a dissolução dos elementos de liga nas fases α e ν leva a uma mudança no período da rede cristalina. Elementos com um grande raio atômico o aumentam (W, Mo, etc.), e com um menor (Si), eles o diminuem. Quando os tamanhos atômicos estão próximos (Mn, Ni, Cr), os períodos da rede cristalina mudam ligeiramente. Estudos mostram que a força da ferrita varia em proporção ao seu período de rede. Carbonetos em ligas de aço são soluções sólidas baseadas em um ou outro composto: Fe 3 C, Fé 3 Mo 3 C, Fé 3 W 3 C, etc Nos aços-liga, distinguem-se dois grupos de carbonetos: grupo I - M 3 CM 23 C 6, M 7 C 3 e M 6 C e Grupo II - MC, M 2 C (M - componente de liga - elemento). Os carbonetos do grupo I têm uma rede cristalina complexa e, com aquecimento adequado, são bastante solúveis em austenita. Os carbonetos do grupo II têm uma rede cristalina simples, mas se dissolvem apenas parcialmente em austenita e em temperaturas muito altas. Elementos não formadores de carboneto (ligados) estão contidos em aços ligados na forma de uma solução sólida em ferrita. Elementos de liga formadores de carboneto podem estar em vários estados estruturais: eles podem ser dissolvidos em ferrita ou cementita (FeCr) 3 C ou existem na forma de componentes estruturais independentes - carbonetos especiais: WC, MoC, etc. A localização dos elementos formadores de carboneto na estrutura de aço depende da quantidade de elementos de liga introduzidos e do teor de carbono. Os elementos de liga dissolvidos na ferrita distorcem sua rede cristalina; reduzir a condutividade térmica e elétrica do aço. Os carbonetos de elementos de liga são caracterizados por dureza muito alta (70-75 HRC) e resistência ao desgaste, mas apresentam fragilidade significativa. Eles desempenham um papel muito importante na produção de aços para ferramentas. Como os estudos mostraram, uma certa quantidade de elementos de liga deve corresponder a uma seção específica do aço, caso contrário, suas propriedades tecnológicas, como corte, soldabilidade, etc. pioram. A temperatura de fragilidade é a temperatura de transição de um metal de fratura dúctil para frágil e vice-versa). 2. Teoria do tratamento térmico A tarefa do tratamento térmico é causar uma mudança irreversível nas propriedades devido a uma mudança irreversível na estrutura por aquecimento e resfriamento. Qualquer tipo de tratamento térmico geralmente é representado em coordenadas de temperatura-tempo. Na verdade, o tratamento térmico não prevê qualquer outro impacto, exceto a temperatura. Durante o tratamento térmico do aço, ocorrem as seguintes transformações principais: 1) a transformação da perlita em austenita, que ocorre quando aquecida acima do ponto Ac1 : Fe + Fe3 C → Fev(C) ou P - A;  Arroz. 8. Cronograma de tratamento térmico: τн - tempo de aquecimento, τв - tempo de exposição, τ0 - tempo de resfriamento; t max - Temperatura máxima; tist é a taxa de resfriamento real a uma dada temperatura, v = t max - taxa média de resfriamento 2) a transformação da austenita em perlita, que ocorre durante o resfriamento lento de? - áreas: Fev(C) → Fea(C) + Fe 3 C ou A → P; 3) a transformação da austenita em martensita, que ocorre durante o resfriamento rápido de? - áreas: Fev (C) → Fea (C) ou A → M; 4) transformação da martensita durante o aquecimento (têmpera): Fea (C) → Fea + Fe3 C ou M → P. A descrição das transformações estruturais que ocorrem no aço durante o tratamento térmico é ao mesmo tempo uma teoria do tratamento térmico. A transformação de perlita em austenita é uma etapa necessária em muitos tratamentos térmicos. 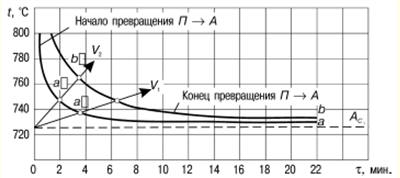 Arroz. 9. Diagrama da transformação isotérmica de perlita (P) em austenita Aço com teor de carbono (A) de 0,8%. A transformação da perlita em austenita é realizada quando aquecida acima do valor Ac 1, e acelera continuamente à medida que a temperatura aumenta. Com aquecimento contínuo em diferentes velocidades, os raios v1 e v2 as transformações começam no ponto a' (a') e terminam no ponto b' (b'), que é quanto maior, maior a taxa de aquecimento. Nesse sentido, quanto mais rápido o aquecimento, maior deve ser a temperatura de aquecimento do aço para que ocorra a completa transformação da perlita em austenita, incluindo a completa dissolução dos carbonetos e homogeneização da austenita. No intervalo entre os pontos a'b' (a "b"), a transformação prossegue em taxas diferentes, mas aproximadamente no meio do intervalo, a transformação prossegue com uma forte absorção de calor tão rapidamente que uma plataforma se forma no curva de aquecimento. Esta é geralmente a temperatura de transformação determinada experimentalmente Ac1. Com a estrutura inicial da perlita, a formação da austenita vem de muitos centros e, imediatamente após a conclusão da transformação da perlita em austenita, a austenita de grão fino é formada. O aquecimento adicional leva ao crescimento de grãos de austenita, que é realizado de acordo com um dos seguintes mecanismos: pela fusão de grãos pequenos em grandes, pela migração dos contornos de grão. O processo de coalescência ocorre a uma temperatura mais baixa (de +900 a +1000 °C) do que a migração (> +1100 °C), mas leva à formação de grãos individuais maiores, ou seja, inequigranularidade. Durante o tratamento térmico, as propriedades mecânicas do aço podem variar em uma ampla faixa. Assim, por exemplo, a dureza do aço contendo 0,8% de carbono, após esse tratamento, aumenta para 160-600 MV. 3. Diagrama da transformação isotérmica da austenita Na fig. 10 mostra um diagrama da transformação isotérmica da austenita em aço contendo 0,8% de carbono. A temperatura é plotada ao longo do eixo y. A abscissa é o tempo.  Arroz. 10. Diagrama da transformação isotérmica da austenita em aço contendo 0,8% de carbono Para estudar a transformação isotérmica da austenita, pequenas amostras de aço são aquecidas a temperaturas correspondentes à existência de austenita estável, ou seja, acima do ponto crítico, e então resfriadas rapidamente, por exemplo, a +700, +600, +500, +400, +300 ° C, etc. d., e mantidos a estas temperaturas até a completa decomposição da austenita. A transformação isotérmica da austenita em aço eutetóide ocorre na faixa de temperatura de +727 a +250°C (temperatura do início da transformação martensítica - Mn). Existem duas curvas em forma de C no diagrama. A curva I indica o tempo do início da transformação, a curva II - o tempo do fim da transformação da austenita super-resfriada. O período antes do início da decomposição da austenita é chamado de incubação. A +700 °C, a transformação da austenita começa no ponto a e termina no ponto b, resultando na formação da perlita. A uma temperatura de +650 °C, a decomposição da austenita ocorre entre os pontos a1 e B1 . Nesse caso, forma-se sorbita - uma mistura mecânica fina (dispersa) de ferrita e cementita. O aço dominado pela estrutura do sorbitol tem uma dureza de 30-40 HRC. Este aço tem alta resistência e ductilidade. A estabilidade da austenita depende em grande parte do grau de super-resfriamento. A austenita tem a menor estabilidade em temperaturas próximas a +550 °C. Para o aço eutetóide, o tempo de estabilidade da austenita em temperaturas de + 550 a + 560 ° C é de cerca de 1 s. À medida que nos afastamos da temperatura de +550 °C, a estabilidade da austenita aumenta. O tempo de estabilidade a +700 °C é de 10 s e a +300 °C é de cerca de 1 min. Quando o aço é resfriado a +550 °C (pontos de início e fim da decomposição - um2 e B2 respectivamente - no diagrama) a austenita se transforma em troostita - uma mistura de ferrita e cementita, que difere da perlita e da sorbita pelo alto grau de dispersão dos componentes e possui maior dureza (40-50 HRC), resistência, viscosidade moderada e plasticidade . Abaixo de uma temperatura de +550 °C, como resultado da transformação intermediária da austenita (na faixa de temperatura localizada abaixo da perlita, mas acima da transformação da martensita), forma-se uma estrutura de bainita, constituída por uma mistura de ferrita saturada de carbono e carbonetos (cementita). Após o resfriamento lento, a austenita se transforma em perlita e, em uma alta taxa de resfriamento, a austenita super-resfriada se transforma completamente em sorbita. Em taxas de resfriamento ainda mais altas, uma nova estrutura é formada - troostita. Nas taxas de resfriamento mais altas, apenas a martensita é formada, ou seja, uma solução sólida supersaturada de carbono em? - ferro. A taxa de resfriamento na qual apenas a martensita é formada a partir da austenita é chamada de taxa de têmpera crítica. A austenita, que fica retida na estrutura de aço à temperatura ambiente junto com a martensita, é chamada de residual. Os aços de alta liga endurecidos contêm austenita residual em grandes quantidades, enquanto os aços de baixo carbono quase não têm. 4. Tipos e variedades de tratamento térmico: recozimento, endurecimento, têmpera, normalização O tratamento térmico de metais e ligas, bem como produtos feitos a partir deles, é usado para causar uma mudança irreversível nas propriedades devido a uma mudança irreversível na estrutura. Tratamento térmico é dividido nos seguintes tipos: térmica adequada, químico-térmica и deformação-térmica. Na verdade, o tratamento térmico não fornece nenhum outro impacto, exceto a temperatura. Se durante o aquecimento a composição do metal (liga) - suas camadas superficiais - muda como resultado da interação com o meio ambiente, esse tratamento térmico é chamado químico-térmico (CTO), e se, juntamente com o efeito da temperatura, também for produzida deformação, contribuindo correspondentemente para a mudança na estrutura, esse tratamento térmico é chamado deformação-térmica. Por sua vez, o tratamento térmico por deformação é dividido em termomecânico (TMT), mecanotérmico (MTO), etc. Diferentes tipos de tratamento térmico de deformação são divididos dependendo da natureza das transformações de fase e do método de deformação. Na verdade, o tratamento térmico é dividido em: recozimento de primeiro e segundo tipo, endurecimento com transformação polimórfica e endurecimento sem transformação polimórfica, revenimento e normalização. anelamento em geral, é um processo de tratamento térmico no qual o metal é primeiro aquecido a uma determinada temperatura, mantido nessa temperatura por um tempo especificado e depois resfriado lentamente, na maioria das vezes junto com um forno. O recozimento do primeiro tipo é o aquecimento de um metal que apresenta um estado instável como resultado de um tratamento anterior (exceto o endurecimento), que leva o metal a um estado mais estável. Principais subtipos: recozimento de homogeneização, recozimento de recristalização, recozimento de alívio de tensões. Recozimento de segundo tipo - aquecimento acima da temperatura de transformação, seguido de resfriamento lento para obter um estado estrutural estável da liga. Endurecimento com transformação polimórfica - aquecimento acima da temperatura da transformação polimórfica, seguido de resfriamento suficientemente rápido para obter um estado estruturalmente instável. Endurecimento sem transformação polimórfica - aquecimento a temperaturas que causam mudanças estruturais (na maioria das vezes para dissolver a fase em excesso) seguido de resfriamento rápido para obter um estado estruturalmente instável - uma solução sólida supersaturada. Período de férias chamado de processo de tratamento térmico no qual o aço endurecido é aquecido abaixo do ponto crítico Ac1, envelhecido por um certo tempo e depois resfriado. Normalização - um dos tipos de tratamento térmico Durante a normalização, o aço é aquecido a temperaturas 30-50 ° C superiores às temperaturas críticas superiores, depois mantido pelo tempo necessário e depois resfriado em ar parado para obter uma estrutura de perlita lamelar fina. A normalização difere do recozimento pelo resfriamento mais rápido. 5. Endurecimento da superfície superficial esse endurecimento é chamado, no qual apenas uma parte da camada superficial de aço ou liga adquire alta dureza. Difere de outros métodos de endurecimento por aquecimento. Com este tratamento, apenas a camada superficial do produto é aquecida até a temperatura de endurecimento. Além disso, durante o resfriamento rápido, apenas esta camada sofre têmpera. O resto não é endurecido e mantém a estrutura e as propriedades que eram antes do endurecimento. Atualmente, o endurecimento da superfície com aquecimento por indução por correntes de alta frequência é o mais amplamente utilizado. Este método de tratamento térmico cria os pré-requisitos para a mecanização e automação abrangentes do processo de endurecimento. O aquecimento por indução do metal é obtido pela indução de correntes parasitas, que se concentram na camada superficial do produto e o aquecem até uma certa profundidade. A duração do aquecimento por correntes de alta frequência é muito curta - é calculada em segundos. Ao endurecer, produtos pequenos produzem aquecimento e resfriamento de toda a superfície. O endurecimento de produtos de comprimento considerável é realizado por aquecimento sequencial contínuo. A água é usada para resfriamento. Para o endurecimento da superfície de grandes produtos em produção única e em pequena escala, bem como durante os trabalhos de reparo, o aquecimento com chama é usado, na maioria das vezes com oxiacetileno, cuja temperatura é de +3150 ° C. Com este método de endurecimento, a espessura da camada endurecida é de 2 a 5 mm, sua dureza é a mesma do endurecimento convencional. Na produção em larga escala e em massa com um processo tecnológico estável, quando os mesmos produtos são feitos de aço de certos graus por muito tempo, por exemplo, rodas motrizes de tratores de lagarta, o endurecimento da superfície é usado em um eletrólito - 14-16% solução aquosa de carbonato de sódio. O produto a ser endurecido é conectado ao pólo negativo do gerador DC e baixado para o banho de eletrólito. O produto imerso a uma profundidade predeterminada aquece em alguns segundos, após o que a corrente é desligada. Como regra, o mesmo eletrólito também é o meio de resfriamento. Quando aquecidos no eletrólito, ocorrem processos eletrolíticos e eletroerosivos, que limpam a superfície aquecida dos produtos de películas de óxido que prejudicam a transferência de calor. A taxa de aquecimento no eletrólito é de até + 150 °C/s. Existe também um método de endurecimento da superfície do pulso. Com ele, são utilizados geradores de alta frequência operando em modo pulsado, capacitores, equipamentos para soldagem a ponto ou instalações a laser. Esse endurecimento permite eliminar deformações, trincas, aumentar a resistência à corrosão das peças e, em alguns casos, substituir o aço ligado por aço carbono. Além dos métodos acima de endurecimento da superfície, é usado o endurecimento da superfície em um meio fluidizado. O meio fluidizado (leito "fluidizado") são partículas sólidas de areia de quartzo ou outro material a granel, misturadas intensivamente com fluxo de ar ou gás. O mesmo meio é usado para resfriamento. 6. Tratamento químico-térmico: cementação, nitrocarbonetação Para alterar a composição química, estrutura e propriedades da camada superficial das peças, seu tratamento térmico é realizado em um meio quimicamente ativo, denominado tratamento químico-térmico. Com ele, ocorrem os seguintes processos: a desintegração de moléculas e a formação de átomos de um elemento difusor (dissociação), a absorção de átomos pela superfície (adsorção) e a penetração de átomos profundamente no metal (difusão). Cimentação - saturação de difusão camada superficial da peça com carbono. Após a cementação, é realizado tratamento térmico - endurecimento e revenido. Essas peças devem ter uma superfície endurecida e bem resistente à abrasão e um núcleo dúctil que possa suportar cargas dinâmicas.Peças feitas de aço contendo até 0,3% de carbono estão sujeitas a endurecimento. A superfície das peças é saturada com carbono na faixa de 0,8 a 1% de carburação, realizada em meios sólidos, líquidos e gasosos. Em particular, uma mistura de carvão (60-90%) e sais de carbonato de bário (BaCO3) e sódio (NaCO3). Quando aquecido, o carbono no carvão combina com o oxigênio do ar para formar monóxido de carbono (CO), que se decompõe para formar carbono atômico que se difunde na peça: 2COCO2 + Catômico. Com o aumento da temperatura e do tempo de espera, a espessura da camada cimentada aumenta, sua profundidade atinge 0,5-2 mm para cada 0,1 mm da espessura da camada, a exposição é necessária por cerca de 1 hora. Na produção em massa e em grande escala, boa os resultados são obtidos pela cementação a gás em fornos especiais hermeticamente fechados. Comparada à cementação em uma carburadora sólida, a cementação a gás possibilita aumentar a velocidade do processo, aumentar o rendimento do equipamento e a produtividade da mão de obra. Após a cementação, as peças são submetidas a tratamento térmico para garantir alta dureza superficial, corrigir o superaquecimento da estrutura e eliminar a malha de metal duro na camada cementada. O endurecimento é realizado a uma temperatura de +780-850 °C, seguido de revenimento a +150-200 °C. Nitrocarbonetação chamado de processo de tratamento químico-térmico, no qual há uma saturação simultânea das camadas superficiais dos produtos siderúrgicos com carbono e nitrogênio em um ambiente gasoso. Após a carbonitretação, as peças são endurecidas e submetidas a revenimento a uma temperatura de +160 a +180 °C. A dureza da superfície endurecida e da camada nitrocarburizada é de 60-62 HRC. A nitrocarbonetação combina os processos de carburação a gás e nitrogênio itinerante. A mistura gasosa inclui endogás, até 13% de gás natural e até 8% de amônia. O carburador líquido - trietanolamina - é introduzido no espaço de trabalho do forno de cuba na forma de gotas. Para ligas de aço, o processo de nitrocarbonetação é realizado em atmosfera com quantidade mínima de amônia - até 3%. 7. Tratamento químico-térmico: nitretação, nitretação iônica Tratamento químico-térmico - a nitretação é usada para aumentar a dureza superficial de várias peças - engrenagens, luvas, eixos, etc. Nitretação - a última operação no processo tecnológico de fabricação de peças. Antes da nitretação, é realizado tratamento térmico e mecânico completo e retificação uniforme; após a nitretação, somente é permitido o acabamento com remoção de metal de até 0,02 mm por lado. Nitretação chamado de tratamento químico-térmico, no qual ocorre a saturação por difusão da camada superficial com nitrogênio. Como resultado da nitretação, são fornecidos: alta dureza da camada superficial (até 72 HRC), alta resistência à fadiga, resistência ao calor, deformação mínima, alta resistência ao desgaste e à corrosão. A nitretação é realizada em temperaturas de +500 a +520 ° C por 8 a 9 horas. A profundidade da camada nitretada é de 0,1 a 0,8 mm. Ao final do processo de nitretação, as peças são resfriadas a + 200-300 ° C junto com o forno em corrente de amônia e depois ao ar. A camada superficial não é suscetível à corrosão. Mais profundo do que é uma estrutura semelhante a sorbita. O processo de nitretação líquida em sais de cianeto fundido é amplamente utilizado na indústria. A espessura da camada nitretada é de 0,15-0,5 mm. A camada nitretada não é propensa a fratura frágil. A dureza da camada nitretada de aços carbono - até 350 HV, liga - até 1100 HV. As desvantagens do processo são a toxicidade e o alto custo dos sais de cianeto. Em várias indústrias, a nitretação iônica é usada, o que tem várias vantagens sobre a nitretação gasosa e líquida. A nitretação iônica é realizada em um recipiente selado no qual uma atmosfera rarefeita contendo nitrogênio é criada. Para isso, são utilizados nitrogênio puro, amônia ou uma mistura de nitrogênio e hidrogênio. As peças colocadas dentro do recipiente são conectadas ao polo negativo de uma fonte de força eletromotriz constante, atuando como cátodo. O ânodo é o corpo do recipiente. Uma alta tensão (500-1000 V) é ligada entre o ânodo e o cátodo - ocorre a ionização do gás. Os íons de nitrogênio carregados positivamente resultantes correm para o pólo negativo - o cátodo. Uma alta intensidade de campo elétrico é criada perto do cátodo. A alta energia cinética possuída pelos íons de nitrogênio se transforma em energia térmica. A peça em um curto espaço de tempo (15-30 minutos) é aquecida a +470 a +580 °C, o nitrogênio se difunde profundamente no metal, ou seja, nitretação. Em comparação com a nitretação em fornos, a nitretação iônica permite reduzir a duração total do processo em 2-3 vezes, para reduzir a deformação das peças devido ao aquecimento uniforme. A nitretação iônica de aços e ligas resistentes à corrosão é obtida sem tratamento de despassivação adicional. A espessura da camada nitretada é de 1 mm ou mais, a dureza da superfície é de 500-1500 HV. A nitretação de íons é aplicada em peças de bombas, injetores, parafusos de avanço de máquinas-ferramentas, eixos e muito mais. PALESTRA Nº 9. Classificação dos aços e sua finalidade 1. Aços estruturais de carbono e ligas: finalidade, tratamento térmico, propriedades Aços estruturais de carbono de alta qualidade são usados para produzir produtos laminados, forjados, aço calibrado, aço prateado, aço perfilado, estampados e lingotes. Esses aços são o principal material para a fabricação de peças de máquinas como eixos, fusos, parafusos, porcas, batentes, hastes, cilindros hidráulicos, rodas dentadas, ou seja, peças de vários graus de carga. Vários tipos especiais de tratamento térmico de aços carbono são realizados para fornecer os parâmetros necessários de viscosidade, elasticidade e dureza. Em última análise, o tratamento térmico desses aços e peças leva a um aumento de sua resistência ao desgaste e confiabilidade. Os aços estruturais de carbono de alta qualidade têm propriedades mecânicas mais altas do que os aços de qualidade comum, devido ao menor teor de fósforo, enxofre e outras inclusões não metálicas neles. De acordo com os tipos de processamento, os aços estruturais de carbono são divididos em laminados a quente, forjados, calibrados e prata (com acabamento superficial especial). Dependendo do estado do material, esses aços são produzidos sem tratamento térmico, tratados termicamente (T) e trabalhados (H). De acordo com a finalidade dos aços estruturais laminados a quente e forjados ao carbono são divididos em subgrupos: "a" - para conformação a quente; "b" - para usinagem por corte em máquinas-ferramenta; "in" - para desenho a frio. liga são chamados os aços que, além das impurezas usuais (manganês, silício, enxofre e fósforo), contêm uma série de elementos especialmente introduzidos no aço durante sua fundição para obter as propriedades desejadas. Esses elementos são chamados liga. Níquel, cromo, tungstênio, molibdênio, titânio, vanádio e alumínio são os mais usados como elementos de liga. Os aços ligados estruturais são divididos em aços laminados a quente, forjados, calibrados e prateados, utilizados no estado tratado termicamente. Os aços laminados a quente e forjados são fornecidos tanto no estado tratado termicamente (recozido, alto recozido, normalizado ou normalizado com alta revenimento), quanto sem tratamento térmico, calibrado e aço prateado - encruado ou tratado termicamente (recozido, temperado, normalizado, temperado com revenimento). A norma (GOST) prevê a produção e fabricação de 13 grupos de aços de liga estrutural, cada um dos quais foi nomeado de acordo com o elemento de liga predominante nele. Por exemplo, aços de liga de cromo - 15X, 15Xa, 20X, 30X, 30XPA, 35X, 38XA, 40X, 45X, 50X; esses aços são usados para fabricar peças que, juntamente com alta resistência ao desgaste, requerem deformação mínima durante o tratamento térmico, peças melhoradas e endurecidas operando em velocidades médias e altas pressões específicas (engrenagens, anéis, cremalheiras, etc.), peças carregadas de carros e tratores, bem como peças grandes que requerem alta temperabilidade e maior resistência geral. 2. Aços resistentes à corrosão Aços resistentes à corrosão - São aços inoxidáveis e ligas resistentes à corrosão eletroquímica e química (atmosférica, solo, álcali, ácido, sal), corrosão intergranular e corrosão sob tensão. Esses aços incluem as seguintes classes: 20X13 (2X13), 08X13 (0X13), 25X13H2 (2X14H2, EI474). São utilizados para a fabricação de peças com maior plasticidade, submetidas a cargas de choque (válvulas de prensa hidráulica), peças que operam em ambientes levemente agressivos (na precipitação atmosférica, em soluções aquosas de sais, ácidos orgânicos); alta resistência à corrosão é garantida após tratamento térmico e polimento. O grau de aço 14Kh14N12 (1Kh17N2, EI268) é usado principalmente nas indústrias química e de aviação; possui propriedades tecnológicas bastante satisfatórias. O grau de aço 15X25T (X25T, EI439) é utilizado na produção de equipamentos de troca de calor (tubos, flanges de conexão, válvulas, torneiras) operando em ambientes agressivos; utilizado como substituto do aço grau 12X18M10T na fabricação de estruturas soldadas que operem em ambientes mais agressivos do que os recomendados para o aço grau 08X17T; o uso deste aço (15X25T) em temperaturas de +400-700 °C não é recomendado. 08X21N6M2T é utilizado para fabricação de peças e estruturas soldadas que operam em ambientes de maior agressividade - ácido acético, sulfato e fosfato; os graus 10Kh17N13M2T, 10Kh17N13M3T são utilizados para a produção de estruturas soldadas operando sob a ação de ácidos fosfórico, sulfúrico e acético a 10% em ebulição, bem como em ambientes de ácido sulfúrico. Em várias unidades de mecanismos, os mancais operam em ambientes agressivos e em temperaturas elevadas. Esses conjuntos usam principalmente aço inoxidável 95 × 18. A microestrutura do aço resistente à corrosão 95 × 18 é martensita acicular oculta e carbonetos em excesso, e a microestrutura de um aço semelhante 11 × 18 M é martensita oculta e finamente cristalina e carbonetos em excesso, mas a martensita acicular no aço 11 × 18 M não é permitido. No caso de rolamentos que operam em temperaturas de -200 °C a +120 °C, a melhor combinação das propriedades mecânicas e anticorrosivas dos aços utilizados ocorre no seguinte modo de tratamento térmico: aquecimento - até +350 °C , aquecimento final a +1070 °C ± 20 °C, têmpera em óleo a uma temperatura de +30 a +60 °C, tratamento a frio - a -70 °C e revenido - de +150 a +160 °C. Como a prática de aplicação de longo prazo em várias indústrias mostrou, a resistência à corrosão dos aços depende de muitos fatores: 1) dos elementos de liga utilizados - cromo, níquel, alumínio, titânio, molibdênio, suas combinações e porcentagem em ligas; por exemplo, os aços cromo-molibdênio-novo e cromo-molibdênio-vanádio dos graus 15XM, 20XM, 30X3MF, 40XMFA possuem altas propriedades anticorrosivas; 2) de tratamento térmico ou químico-térmico; 3) na qualidade do tratamento superficial de aços e peças que operam em ambientes agressivos (superfícies "espelho", via de regra, são mais resistentes à corrosão do que as rugosas). 3. Aços e ligas resistentes ao calor Aços e ligas resistentes ao calor pertencem ao terceiro grupo de aços de alta liga. Sua microestrutura após o tratamento térmico deve consistir de martensita latente e finamente acicular ou martensita finamente acicular e excesso de carbonetos de elementos de liga (MoC, CrC, NiC, etc.). Aços e ligas resistentes ao calor incluem: 1) 40X9C2. É utilizado para a fabricação de válvulas de motor e fixadores operando em altas temperaturas - cerca de +1000 ° C; 2) X1560-N. É usado para a fabricação de elementos de aquecimento (a temperatura de operação dos elementos de aquecimento é de +1000-1300 °C); 3) Kh20N80, Kh20N80-VI (fundido pelo método de indução a vácuo); 4) Kh15N60-N-VI, N50K10, Kh13Yu4, OH23Yu5, OH23Yu5A, Ox27Yu5A. Essas ligas são utilizadas na fabricação de sensores de temperatura e elementos sensíveis à temperatura, fios e fitas para fornos de aquecimento, dispositivos elétricos térmicos, microfios para resistores não críticos; estas ligas operam na faixa de +1000 a +1300 °C. Para aços e ligas resistentes ao calor também inclui as seguintes marcas: 1) KhN60Yu. É utilizado para a fabricação de peças de turbinas (a partir de chapas metálicas) operando em tensões moderadas, bem como para dispositivos de aquecimento por resistência; 2) 20X23H18. É utilizado na fabricação de peças de máquinas para as indústrias química e petrolífera, válvulas de fechamento para gasodutos, câmaras de combustão, bem como para dispositivos de aquecimento por resistência; 3) 09X16N15M3B. É utilizado na produção de tubos de superaquecedores e dutos de alta pressão; 4) 12X18H10T, 12X18H12T, 12X18H9T. Eles são usados para a fabricação de peças de sistemas de exaustão e tubos (de chapas e produtos longos), o aço 12X18H12T é mais estável em operação do que o aço da marca 12X18H10T; 5) 40X15N7G7F2MS. É utilizado para a fabricação de fixadores que operam a uma temperatura de +650 °C. A resistência ao calor de aços e ligas depende da composição dos elementos de liga, sua combinação e concentração. O GOST 5632-72 recomenda as faixas de temperatura ideais nas quais as peças feitas de aços e ligas resistentes ao calor são mais confiáveis em operação. Além disso, o padrão para cada grau de aço ou liga indica a temperatura de início da intensa formação de incrustações e a vida útil das peças feitas com elas - curto prazo, limitado, longo prazo e muito longo. Por um curto período de operação, a vida útil de uma peça é condicionalmente tomada até 100 horas, limitada - até 1000 horas, longa - até 10 horas e muito longa - até 000 horas. Ligas resistentes ao calor são altamente liga e precisão. As ligas de precisão são caracterizadas pela alta pureza dos componentes, sua proporção exata. A marcação de ligas de precisão é ligeiramente diferente da marcação de ligas de aço e ligas. GOST 10994-74 regula a composição química, propriedades físicas básicas e aplicações de cada liga. As ligas de precisão de alta temperatura foram listadas acima e suas áreas de aplicação foram indicadas - N50K10, Kh13Yu4, OH23Yu5, Kh15N60-N, etc. 4. Materiais da ferramenta: ferramenta e aços rápidos Aços de liga de ferramenta são utilizados para a fabricação de ferramentas de corte e medição, além de carimbos. Os aços destinados à fabricação de ferramentas de corte (fresas, brocas, fresas, etc.) devem ter alta dureza (HRC l 62) e resistência ao desgaste. Se o corte for executado em condições difíceis - altas velocidades de corte, usinagem de metais duros, remoção de uma grande parte do cavaco - então uma energia mecânica significativa é gasta, acompanhada por forte aquecimento da aresta de corte da ferramenta. Portanto, o aço utilizado para a fabricação de ferramentas deve possuir alta dureza e resistência ao calor (ou dureza vermelha). Os aços usados para fabricar matrizes devem ter uma combinação de dureza e tenacidade, bem como resistência ao calor (a capacidade de resistir a uma mudança repentina de temperatura na forma de resistência a trincas de fogo). Aços de liga de ferramenta contêm elementos formadores de carboneto: cromo, tungstênio, molibdênio, manganês, vanádio. Esses aços têm uma taxa de resfriamento mais lenta durante o endurecimento, reduzindo assim o risco de trincas, deformações e empenamentos. O aço é fornecido laminado a quente, forjado, calibrado e retificado (prata). A norma prevê dois grupos e cinco subgrupos de aços-liga para ferramentas. O teor de enxofre e fósforo neles não deve exceder 0,03%, e o teor de enxofre no aço obtido por refusão por eletroescória não deve exceder 0,015%. Aços para ferramentas de corte e medição são feitos com temperabilidade rasa (7HF, 8HF 11HF) e profunda (9X1, X, 12X1, 9XS, 8GS, 8X6NFT). A partir desses aços são feitos machos, brocas, fresas, lâminas de serra, calibradores, gabaritos, etc.. Os aços para ferramentas de alta velocidade receberam esse nome porque as ferramentas feitas com eles podem trabalhar em altas velocidades de corte sem perder suas propriedades. Uma propriedade notável dos aços rápidos é a alta dureza vermelha, ou seja, a capacidade de manter alta dureza e capacidade de corte quando aquecidos a 600-650 ° C. A dureza vermelha é determinada principalmente por dois fatores: composição química e tratamento térmico. Os aços rápidos têm uma composição química complexa. Seu elemento de liga mais importante é o tungstênio (6-18%), bem como o vanádio (1-5%). Além disso, todos os aços rápidos incluem cromo (3-4,5%), a maior parte do qual se dissolve na rede cristalina do ferro. Para dar aos aços rápidos altas propriedades de corte, eles são submetidos a tratamento térmico de acordo com um regime especial. A norma prevê a produção de 14 graus de aços rápidos, que são divididos condicionalmente em dois grupos: o primeiro grupo - aços que não contêm cobalto, o segundo grupo - aços contendo maior quantidade de cobalto e vanádio. Classes de aços rápidos - R18, R12, R9, R6M3, R9K5. PALESTRA No. 10. Ligas duras e superduras 1. Metal duro e cerâmica de corte Ligas duras e cerâmicas de corte são obtidas usando métodos de metalurgia do pó. A metalurgia do pó é um campo da tecnologia que abrange um conjunto de métodos para a fabricação de pós metálicos a partir de compostos semelhantes a metais, produtos semiacabados e produtos derivados deles, bem como de suas misturas com pós não metálicos sem derreter o componente principal. As matérias-primas para ligas duras e cermets - pós - são obtidas por métodos químicos ou mecânicos. A formação de blanks (produtos) é realizada a frio ou quando aquecida. A modelagem a frio ocorre durante a prensagem axial em prensas mecânicas e hidráulicas ou sob pressão líquida em uma casca elástica na qual os pós são colocados (método hidrostático). Por prensagem a quente em matrizes sob martelo (prensagem dinâmica) ou pelo método gás-estático em recipientes especiais, devido à pressão (15-400 mil Pa) de gases quentes, obtêm-se produtos de materiais mal sinterizados - compostos refratários que são usado para a fabricação de ligas duras e cermets. A composição desses compostos refratários sinterizados (pseudoligas) inclui componentes não metálicos - grafite, alumina, carbonetos, que lhes conferem propriedades especiais. Na indústria de ferramentas, ligas sinterizadas duras e cermets de corte (metais + componentes não metálicos) são amplamente utilizados. De acordo com o conteúdo dos principais componentes pós em uma mistura de ligas sinterizadas duras são divididos em três grupos de tungstênio, titânio-tungstênio e titânio-tântalo-tungstênio, por área de aplicação - em ligas para processamento de materiais por corte, equipamento de ferramentas de mineração, para revestimento de peças de máquinas, instrumentos e acessórios de desgaste rápido. Propriedades físicas e mecânicas de ligas duras: resistência máxima em flexão - 1176-2156 MPa (120-220 KGS / mm 2), densidade - 9,5-15,3 g/cm 3, dureza - 79-92 HRA. Ligas duras para processamento de metal sem cavacos, revestimento de peças de desgaste rápido de máquinas, instrumentos e acessórios: VK3, VK3-M, VK4, VK10-KS, VK20-KS, VK20K. Na designação de graus de ligas duras, a letra "K" significa - cobalto, "B" - carboneto de tungstênio, "T" - titânio e carbonetos de tântalo; os valores correspondem à percentagem de pós dos componentes incluídos na liga. Por exemplo, a liga VK3 contém 3% de cobalto, o restante é carboneto de tungstênio. A escassez de tungstênio exigiu o desenvolvimento de ligas duras livres de tungstênio que não são inferiores em propriedades básicas às ligas sinterizadas baseadas em carbonetos de tungstênio. Ligas de cermet duro sem tungstênio e carboneto de cromo são usados na engenharia mecânica para a fabricação de matrizes de trefilação, matrizes de trefilação, para pulverização de diversos materiais, incluindo abrasivos, peças de fricção operando em temperaturas de até 900 ° C, ferramentas de corte para processamento de metais não ferrosos. 2. Materiais superduros Três tipos de materiais superduros (SHM) são usados atualmente em várias indústrias, incluindo construção de máquinas, para a fabricação de várias ferramentas de corte: diamantes naturais, diamantes sintéticos policristalinos e compósitos à base de nitrito de boro (elbor). Os diamantes naturais e sintéticos têm propriedades únicas como a mais alta dureza (HV 10 kgf/mm 2), eles têm muito pequenos: coeficiente de expansão linear e coeficiente de atrito; alta: condutividade térmica, resistência à adesão e resistência ao desgaste. As desvantagens dos diamantes são a baixa resistência à flexão, fragilidade e solubilidade em ferro a temperaturas relativamente baixas (+750 °C), o que impede seu uso para usinagem de aços e ligas ferro-carbono em altas velocidades de corte, bem como corte interrompido e vibrações . Os diamantes naturais são utilizados na forma de cristais fixados no corpo metálico do cortador.Os diamantes sintéticos dos graus ASB (balas) e ASPK (carbonado) têm estrutura semelhante aos diamantes naturais, possuem estrutura policristalina e apresentam características de maior resistência. Diamantes naturais e sintéticos são amplamente utilizados no processamento de ligas de cobre, alumínio e magnésio, metais nobres (ouro, prata), titânio e suas ligas, materiais não metálicos (plásticos, textolite, fibra de vidro), bem como ligas duras e cerâmicas. Diamantes sintéticos em comparação com os naturais, eles têm uma série de vantagens devido à sua maior resistência e características dinâmicas. Eles podem ser usados não apenas para torneamento, mas também para fresamento. Composto é um material superduro à base de nitreto de boro cúbico, utilizado para a fabricação de ferramentas de corte de lâmina. Em termos de dureza, o compósito se aproxima do diamante, supera-o significativamente em termos de resistência ao calor e é mais inerte para metais ferrosos... Isso determina sua principal área de aplicação - o processamento de aços endurecidos e ferros fundidos. A indústria produz os seguintes grades principais de STM: compósito 01 (elbor - R), compósito 02 (belbor), compósito 05 e 05I e compósito 09 (PTNB - NK). Os compósitos 01 e 02 possuem alta dureza (HV 750 kgf/mm 2), mas baixa resistência à flexão (40-50 kg/mm 2). Sua principal área de aplicação é o torneamento fino e de acabamento sem choque de peças feitas de aços endurecidos com dureza HRC 55-70, ferros fundidos de qualquer dureza e ligas duras de graus VK 15, VK 20 e VK 25 (HP ^ 88 -90), com avanço de até 0,15 mm/rev e profundidade de corte de 0,05-0,5 mm. Os compósitos 01 e 02 também podem ser utilizados para fresamento de aços endurecidos e ferros fundidos, apesar da presença de cargas de impacto, o que é explicado pela dinâmica de fresamento mais favorável. O compósito 05 ocupa uma posição intermediária em dureza entre o compósito 01 e o compósito 10, e sua resistência é aproximadamente a mesma do compósito 01. Os compósitos 09 e 10 têm aproximadamente a mesma resistência à flexão (70-100 kgf / mm 2). 3. Materiais de ferramentas abrasivas Abrasivos divididos em naturais e artificiais. Os primeiros incluem quartzo, esmeril, corindo e diamante, enquanto os últimos incluem eletrocorindo, carboneto de silício, carboneto de boro, nitreto de boro cúbico e diamantes sintéticos. Quartzo (P) é um material que consiste principalmente em sílica cristalina (98,5 ... 99,5% SiO2). É utilizado para a fabricação de películas abrasivas à base de papel e tecido na forma de moagem de grãos em estado livre. Esmeril (Í) - alumina cristalina fina (25…60% Al2 O3) cinza escuro e preto com uma mistura de óxido de ferro e silicatos. Projetado para a fabricação de lixas e barras. Corindo (E e ESB) - um mineral constituído principalmente por alumina cristalina (80.95% Al2 O3) e uma pequena quantidade de outros minerais, incluindo aqueles quimicamente relacionados com Al2 O3. Os grãos de corindo são duros e, quando quebrados, formam uma fratura concoidal com bordas afiadas. O corindo natural tem uso limitado e é utilizado principalmente na forma de pós e pastas para operações de acabamento (polimento). Diamante (A) é um mineral que é carbono puro. Tem a maior dureza de todas as substâncias conhecidas na natureza. Ferramentas de corte de um único gume e lápis de metal diamantado para retificar rebolos são feitos de cristais e seus fragmentos. Existem quatro tipos de eletrocorindo: 1) eletrocorindo normal 1A, fundido a partir de bauxitas, suas variedades - 12A, 13A, 14A, 15A, 16A; 2) branco, fundido a partir de alumina, suas variedades - 22A, 23A, 24A, 25A; 3) eletrocorindo fundido fundido a partir de alumina com diversos aditivos: cromo 3A com variedades 32A, 33A, 34A e titânio 3A com variedade 37A; 4) Monocorindo A4, fundido a partir de bauxita com sulfeto de ferro e um agente redutor, seguido de isolamento de cristais simples de corindo. O eletrocorindo consiste em óxido de alumínio Al 2 O 3 e algumas impurezas. Carboneto de silício - composto químico de silício com carbono (SiC). Tem maior dureza e fragilidade. do que o eletrocorindo. Dependendo da porcentagem de carboneto de silício, este material vem nas cores verde (6C) e preto (5C). O primeiro contém pelo menos 97% de silício. O segundo tipo (preto) é produzido pelas seguintes variedades: 52C, 53C, 54C e 55C. Várias ferramentas abrasivas (por exemplo, rebolos) são feitas de grãos verdes de carboneto de silício para processamento de ligas duras e materiais não metálicos, e ferramentas (rebolos) são feitas de grãos pretos de carboneto de silício para processamento de produtos feitos de ferro fundido, não metais ferrosos e para afiar ferramentas de corte (cortadores). , brocas, etc.). nitreto de boro cúbico (KNB) - um composto de boro, silício e carbono. O CBN tem uma dureza e capacidade abrasiva semelhante ao diamante. O diamante sintético (AS) tem a mesma estrutura do diamante natural. As propriedades físicas e mecânicas dos diamantes sintéticos de boas qualidades são semelhantes às dos diamantes naturais. Os diamantes sintéticos são produzidos em cinco graus ASO, ACP, ASK, DIA, ACC. PALESTRA Nº 11. Ligas de metais não ferrosos 1. Metais e ligas não ferrosos, suas propriedades e finalidade As propriedades valiosas dos metais não ferrosos levaram ao seu uso generalizado em vários ramos da produção moderna. Cobre, alumínio, zinco, magnésio, titânio e outros metais e suas ligas são materiais indispensáveis para a fabricação de instrumentos e indústrias elétricas, eletrônica de aeronaves e rádio, indústrias nucleares e espaciais. metais não ferrosos têm várias propriedades valiosas: alta condutividade térmica, densidade muito baixa (alumínio e magnésio), ponto de fusão muito baixo (estanho, chumbo), alta resistência à corrosão (titânio, alumínio). As ligas de alumínio com outros elementos de liga são amplamente utilizadas em diversas indústrias. As ligas à base de magnésio são caracterizadas por baixa densidade, alta resistência específica e são bem usinadas por corte. Eles encontraram ampla aplicação na engenharia mecânica e, em particular, na indústria aeronáutica. O cobre técnico, contendo não mais de 0,1% de impurezas, é usado para vários tipos de condutores de corrente. Ligas de cobre De acordo com sua composição química, eles são classificados em latão e bronze. Por sua vez latão de acordo com sua composição química, são divididos em simples, ligados apenas com zinco, e especiais, que, além do zinco, contêm chumbo, estanho, níquel e manganês como elementos de liga. Bronzes também subdividido em estanho e sem estanho. Bronzes sem estanho têm alta resistência, boas propriedades anticorrosivas e antifricção. O magnésio é amplamente utilizado na metalurgia, com a ajuda da desoxidação e dessulfuração de alguns metais e ligas, modificar ferro fundido cinzento para obter grafite esférica, produzir metais difíceis de recuperar (por exemplo, titânio), misturas de pó de magnésio com oxidantes são usadas para fazer foguetes de iluminação e incendiários em tecnologia de jato e pirotecnia. As propriedades do magnésio são muito melhoradas pela liga. Alumínio e zinco com fração de massa de até 7% aumentam suas propriedades mecânicas, manganês melhora sua resistência à corrosão e soldabilidade, zircônio, introduzido na liga junto com zinco, refina o grão (na estrutura da liga), aumenta as propriedades mecânicas e a corrosão resistência. As peças fundidas moldadas são feitas de ligas de magnésio, bem como produtos semiacabados - chapas, placas, hastes, perfis, tubos, fios. O magnésio industrial é obtido eletroliticamente a partir de magnesita, dolomita, carnalita, água do mar e vários resíduos de produção de acordo com o esquema de obtenção de sais de magnésio anidro puro, eletrólise desses sais no estado fundido e refino de magnésio. Na natureza, acumulações poderosas formam carbonatos de magnésio - magnesita e dolomita, bem como carnalitas. Na indústria alimentícia, a folha de embalagem de alumínio e suas ligas é amplamente utilizada - para embrulhar confeitaria e laticínios, e utensílios de alumínio também são usados \uXNUMXb\uXNUMXbem grandes quantidades (fogões, bandejas, banheiras, etc.). 2. Ligas de cobre O cobre é um dos metais conhecidos desde os tempos antigos. O conhecimento precoce do homem com o cobre foi facilitado pelo fato de ocorrer na natureza em estado livre na forma de pepitas, que às vezes atingem tamanhos consideráveis. Atualmente, o cobre é amplamente utilizado na engenharia elétrica, na construção de linhas elétricas, na fabricação de equipamentos telegráficos e telefônicos, equipamentos de rádio e televisão. O cobre é usado para fazer fios, cabos, pneus e outros produtos condutores. O cobre tem alta condutividade elétrica e térmica, tenacidade e resistência à corrosão. Suas propriedades físicas são devidas à estrutura. Tem uma rede espacial cúbica centrada na face. Seu ponto de fusão é de +1083 °C, o ponto de ebulição é de +2360 °C. A resistência à tração média depende do tipo de processamento e varia de 220 a 420 MPa (22-45 kgf / mm 2), alongamento relativo - 4-60%, dureza - 35-130 HB, densidade - 8,94 g/cm 3. Possuindo propriedades notáveis, o cobre, ao mesmo tempo que um material estrutural, não atende aos requisitos da engenharia mecânica, portanto é ligado, ou seja, metais como zinco, estanho, alumínio, níquel e outros são introduzidos em ligas, assim melhorando suas propriedades mecânicas e tecnológicas. Em sua forma pura, o cobre é usado de forma limitada, mais amplamente - suas ligas. De acordo com a composição química, as ligas de cobre são divididas em latão, bronze e cobre-níquel, de acordo com a finalidade tecnológica - em deformáveis, utilizadas para a produção de produtos semiacabados (fio, chapa, tira, perfil) e fundição, usado para peças de fundição. Latão - ligas de cobre com zinco e outros componentes. Latões contendo, além do zinco, outros elementos de liga são denominados complexos ou especiais, e são denominados de acordo com os componentes de liga introduzidos, além do zinco. Por exemplo: tompak L90 é latão contendo 90% de cobre, o restante é zinco; latão de alumínio LA77-2 - 77% de cobre, 2% de alumínio, o resto é zinco, etc. Comparado ao cobre, o latão tem grande força, resistência à corrosão e elasticidade. Eles são processados por fundição, pressão e corte. A partir deles são feitos produtos semiacabados (folhas, fitas, tiras, tubos de condensadores e trocadores de calor, arames, estampados, válvulas - torneiras, válvulas, medalhas e distintivos, produtos artísticos, instrumentos musicais, foles, rolamentos). Bronzes são ligas à base de cobre nas quais estanho, alumínio, berílio, silício, chumbo, cromo e outros elementos são usados como aditivos. Os bronzes são subdivididos em isentos de estanho (BrA9Mts2L, etc.), estanho (BrO3ts12S5, etc.), alumínio (BrA5, BrA7, etc.), silício (BrKN1-3, BrKMts3-1), manganês (BrMts5), bronzes de berílio (BrB2, BrFNT1,7, etc.). Os bronzes são usados para a produção de válvulas de bloqueio (torneiras, válvulas), várias peças operando em água, óleo, vapor, meios levemente agressivos, água do mar. 3. Ligas de alumínio O nome "alumínio" vem da palavra latina alumen - assim por 500 anos aC. e. chamado alúmen de alumínio, que era usado para gravar no tingimento de tecidos e no curtimento de couro. Em termos de prevalência na natureza, o alumínio ocupa o terceiro lugar depois do oxigênio e do silício e o primeiro entre os metais. Em termos de uso em tecnologia, ocupa o segundo lugar depois do ferro. O alumínio não ocorre na forma livre, é obtido a partir de minerais - bauxitas, nefelinas e alunitas, enquanto a alumina é produzida primeiro e, em seguida, o alumínio é obtido a partir da alumina por eletrólise. As propriedades mecânicas do alumínio são baixas: resistência à tração - 50-90 MPa (5-9 kgf / mm 2), alongamento - 25-45%, dureza - 13-28 HB. O alumínio é bem soldado, mas difícil de usinar, tem uma grande retração linear - 1,8% Em sua forma pura, o alumínio raramente é usado, principalmente suas ligas com cobre, magnésio, silício, ferro, etc. são necessários para aviação e engenharia mecânica, linhas de energia, material rodante de metrô e ferrovias. As ligas de alumínio são divididas em fundidas e forjadas. As ligas de alumínio fundido são produzidas em lingotes - refinados e não refinados. As ligas, na designação de graus das quais existe a letra "P", destinam-se ao fabrico de utensílios alimentares. As propriedades mecânicas das ligas dependem de sua composição química e métodos de produção. A composição química dos principais componentes incluídos na liga pode ser determinada pelo grau. Por exemplo, a liga AK12 contém 12% de silício, o restante é alumínio; AK7M2P - 7% de silício, 2% de cobre, o restante é de alumínio. O mais utilizado em várias indústrias é uma liga de alumínio com silício - silumin, que é produzida em quatro graus - SIL-00, STR-0, STR-1 e STR-2. Além de alumínio (base) e silício (10-13%), esta liga inclui: ferro - 0,2-0,7%, manganês - 0,05-0,5%, cálcio - 0,7-0,2%, titânio - 0,05-0,2%, cobre - 0,03% e zinco - 0,08%. Várias peças para carros, tratores e carros de passeio são feitas de silumins. As ligas forjadas de alumínio em lingotes, destinadas ao tratamento sob pressão e à bainha na produção de outras ligas de alumínio, são padronizadas por determinados padrões. As ligas para tratamento de pressão consistem em alumínio (base), elementos de liga (cobre - 5%, magnésio - 0,1-2,8%, manganês - 0,1-0,7%, silício - 0,8-2,2%, zinco - 2-6,5% e uma pequena quantidade de outras impurezas). As marcas dessas ligas: VD1, AVD1, AVD1-1, AKM, produtos semiacabados são feitos de ligas de alumínio - folhas, tiras, tiras, placas, lingotes, placas. Além disso, a metalurgia não ferrosa produz ligas antifricção de alumínio utilizadas para a fabricação de rolamentos monometálicos e bimetálicos por fundição. Dependendo da composição química, a norma prevê os seguintes graus dessas ligas: AO3-7, AO9-2, AO6-1, AO9-1, AO20-1, AMST. A norma também define as condições de operação dos produtos fabricados com essas ligas: carga de 19,5 a 39,2 MN/m2 (200-400 kgf/cm 2), temperatura de 100 a 120 °C, dureza - de 200 a 320 HB. 4. Ligas de titânio Titã - Metal branco prateado. É um dos elementos mais comuns na natureza. Entre outros elementos em termos de prevalência na crosta terrestre (0,61%), ocupa o décimo lugar. O titânio é leve (sua densidade é 4,5 g/cm 3), refratário (ponto de fusão 1665 ° C), muito forte e dúctil. Um filme de óxido resistente se forma em sua superfície, devido ao qual resiste bem à corrosão em água doce e salgada, bem como em alguns ácidos. Em temperaturas de até 882 °C, possui uma rede hexagonal compacta; em temperaturas mais altas, possui um cubo de corpo centrado. As propriedades mecânicas da folha de titânio dependem da composição química e do método de tratamento térmico. Sua resistência à tração é de 300-1200 MPa (30-120 KGS / mm 2), alongamento - 4-10%. As impurezas nocivas do titânio são nitrogênio, carbono, oxigênio e hidrogênio. Eles reduzem sua ductilidade e soldabilidade, aumentam a dureza e a resistência e pioram a resistência à corrosão. Em temperaturas acima de 500°C, o titânio e suas ligas oxidam prontamente pela absorção de hidrogênio, o que causa fragilização (fragilização por hidrogênio). Quando aquecido acima de 800 ° C, o titânio absorve vigorosamente oxigênio, nitrogênio e hidrogênio, essa capacidade é usada na metalurgia para desoxidar o aço. Serve como elemento de liga para outros metais não ferrosos e para o aço. Devido às suas propriedades notáveis, o titânio e suas ligas são amplamente utilizados em aeronaves, foguetes e construção naval. Os produtos semi-acabados são feitos de titânio e suas ligas: chapas, tubos, vergalhões e fios. Os principais materiais industriais para a produção de titânio são ilmenita, rutilo, perovskita e esfeno (titânita). A tecnologia para a produção de titânio é complexa, demorada e demorada: primeiro, uma esponja de titânio é produzida e, em seguida, o titânio maleável é produzido a partir dela por refusão em fornos a vácuo. esponja de titânio, obtido pelo método magnésio-térmico, serve como matéria-prima para a produção de ligas de titânio e outros fins. Dependendo da composição química e das propriedades mecânicas, os seguintes graus de titânio esponjoso são estabelecidos como padrão: TG-90, TG-100, TG-110, TG-120, TG-130. Na designação das marcas, as letras "TG" significam - titânio esponjoso, "Tv" - duro, os números significam dureza Brinell. A esponja de titânio inclui impurezas: ferro - até 0,2%, silício - até 0,04%, níquel - até 0,05%, carbono - até 0,05%, cloro - até 0,12%, nitrogênio - até 0,04 0,1%, oxigênio - até 1%. Para a fabricação de vários produtos semiacabados (folhas, tubos, hastes, arames), destina-se o titânio e as ligas de titânio processadas por pressão. Dependendo da composição química, a norma prevê os seguintes graus: VT00-1, VT0-4, OT0-4, OT1-4, OT5, VT5, VT1-6, VT20, VT22, VT7, PT-7M, PT- 1V, PT -0,2 m. Componentes principais: alumínio - 0,7-0,2%, manganês - 2-0,5%, molibdênio - 5,5-0,8%, vanádio - 5,5-0,8%, zircônio - 3-0,5%, cromo - 2,3-2 %, estanho - 3-0,15%, silício - 0,40-0,2%, ferro - 1,5-XNUMX%. Ferro, silício e zircônio, dependendo do grau da liga, podem ser os principais componentes ou impurezas. 5. Ligas de zinco liga zinco-cobre - bronze - era conhecido pelos antigos gregos e egípcios. Mas a fundição de zinco em escala industrial começou apenas no século XVII. Zinco - metal de cor cinza-azulada claro, quebradiço à temperatura ambiente e a 200 °C, quando aquecido a 100-150 °C torna-se dúctil. De acordo com a norma, o zinco é produzido e fornecido na forma de lingotes e blocos de até 25 kg. A norma também estabelece os graus de zinco e suas áreas de aplicação: TsV00 (teor de zinco - 99,997%) - para fins científicos, obtenção de reagentes químicos, fabricação de produtos para a indústria elétrica; CVO (zinco - 99,995%) - para as indústrias gráfica e automotiva; TsV1, TsV (zinco - 99,99%) - para a produção de peças fundidas sob pressão destinadas à fabricação de peças para fins especialmente críticos, para obtenção de óxido de zinco, pó de zinco e reagentes puros; ZOA (zinco 99,98%), ZO (zinco 99,975%) - para fabricação de chapas de zinco, ligas de zinco processadas por pressão, branco, ligaduras, para galvanização a quente e galvânica; Ts1S, Ts1, Ts2S, Ts2, Ts3S, Ts3 - para diversos fins. As ligas de zinco são amplamente utilizadas na indústria: latão, bronze de zinco, ligas para revestimento de diversos produtos siderúrgicos, para fabricação de elementos galvânicos, para impressão, etc. As ligas de zinco em lingotes para fundição são padronizadas. Essas ligas são utilizadas na indústria automotiva e de instrumentação, bem como em outras indústrias. A norma estabelece os graus de ligas, sua composição química, os produtos feitos a partir deles são determinados: 1) TsAM4-10 - peças especialmente críticas; 2) TsAM4-1 - partes críticas; 3) TsAM4-1V - peças não críticas; 4) TsA4O - peças críticas com dimensões estáveis; 5) CA4 - peças não críticas com dimensões estáveis. Ligas antifricção de zinco, destinados à produção de produtos monometálicos e bimetálicos, bem como produtos semi-acabados, por métodos de fundição e moldagem sob pressão são padronizados. As propriedades mecânicas das ligas dependem de sua composição química: resistência à tração δВ = 250-350 MPa (25-35 KGS/mm 2), alongamento relativo δ = 0,4-10%, dureza - 85-100 HB. A norma estabelece os graus dessas ligas, suas áreas de aplicação e condições de trabalho: TsAM9-1,5L - fundição de revestimentos monometálicos, buchas e controles deslizantes; admissível: carga - 10 MPa (100 kgf / cm 2), velocidade de deslizamento - 8 m/s, temperatura 80 °C; se as peças bimetálicas forem obtidas por fundição na presença de uma estrutura metálica, a carga, a velocidade de deslizamento e a temperatura podem ser aumentadas até 20 MPa (200 KGS / cm 2), 10 m/s e 100 °C, respectivamente: TsAM9-1,5 - obtenção de fita bimetálica (liga de zinco com aço e duralumínio) por laminação, destina-se a fabricação de liners por estampagem; admissível: carga - até 25 MPa (250 kgf / cm 2), velocidade de deslizamento - até 15 m/s, temperatura 100 °C; AM10-5L - fundição de rolamentos e buchas, admissível: carga - 10 MPa (100 KGS/cm 2), velocidade de deslizamento - 8 m/s, temperatura 80 °C. PALESTRA Nº 12. Propriedades dos materiais não metálicos 1. Materiais não metálicos De volta à segunda metade do século XNUMX. em nosso país, muita atenção foi dada ao uso de materiais não metálicos em diversas indústrias e na economia nacional como um todo. A produção de vários materiais não metálicos foi estabelecida e aumentada constantemente: resinas e plásticos sintéticos, borrachas sintéticas substituindo a borracha natural, polímeros de alta qualidade com características técnicas especificadas, incluindo plásticos reforçados e preenchidos. Os plásticos e outros materiais não metálicos possuem excelentes propriedades físicas, químicas, mecânicas e tecnológicas, o que levou ao seu uso generalizado em várias indústrias - engenharia mecânica, engenharia elétrica, eletrônica, etc. Como material estrutural, os plásticos estão cada vez mais substituindo metais caros. O uso de plásticos permite melhorar constantemente os projetos. O equipamento de máquinas e equipamentos, bem como a montagem parcial de várias unidades, pode reduzir seu peso, melhorar a confiabilidade e a durabilidade e aumentar a produtividade. A produção de plásticos requer 2 a 3 vezes menos investimentos de capital do que a produção de metais não ferrosos. As matérias-primas para a produção de plásticos são produtos baratos do processamento de carvão, petróleo e gás natural. Os plásticos são reforçados para melhorar as propriedades mecânicas. Para a fabricação de várias peças que operam em mecanismos de fricção (deslizamento) com baixas cargas e velocidades, são utilizados materiais não metálicos, como polímero antifricção e materiais plásticos. Esses materiais têm baixo coeficiente de atrito, alta resistência ao desgaste, resistência química e podem operar sem lubrificação. No entanto, baixa condutividade térmica, coeficiente de expansão térmica significativo (dezenas de vezes maior que o dos metais), baixa dureza e alta complacência limitam a possibilidade de seu amplo uso. Eles são usados de forma mais eficaz em combinação com outros materiais, metais e plásticos. Além disso, fitas de amianto trançadas e revestimentos de amianto de fricção são usados como materiais não metálicos de fricção - moldados, prensados, tecidos, papelão-baquelite e enrolados em espiral, que podem ser usados em todas as zonas climáticas. Revestimentos de amianto de fricção são usados para unidades de fricção de automóveis, aeronaves, tratores, máquinas de corte de metal e têxteis, equipamentos de manuseio e locomotivas a diesel. O recurso de tais revestimentos não metálicos operando em unidades de fricção é bastante alto. Por exemplo, para carros com motores a diesel, são 6000 horas, carros - 125 km, caminhões - 000 km. As fitas de amianto tecidas para freio são usadas como revestimento em unidades de freio e fricção de máquinas e mecanismos com temperatura de fricção superficial de até 75 °C. Os materiais não metálicos são amplamente utilizados em diversas indústrias e na economia como um todo. 2. Polímeros: estrutura, polimerização e policondensação, propriedades Atualmente, é difícil imaginar a medicina sem sistemas de polímeros para transfusão de sangue, equipamentos médicos - sem tubos de polímero transparentes, itens de assistência ao paciente - sem almofadas de aquecimento de borracha, compressas de gelo, etc. Enriquecer significativamente a gama de materiais usados na medicina, polímeros sintéticos . Os polímeros diferem significativamente dos metais e ligas: suas moléculas são alongadas em longas cadeias, pelo que os polímeros têm um alto peso molecular. As moléculas de polímero são obtidas a partir dos produtos iniciais de baixo peso molecular - monômeros - por polimerização e policondensação. Polímeros de policondensação incluem resinas de fenol-formaldeído, poliésteres, poliuretanos e resinas epóxi. Cloreto de polivinila, polietileno, poliestireno, polipropileno são compostos de alto peso molecular do tipo de polimerização. Compostos de alto polímero e alto peso molecular são a base da natureza orgânica - células animais e vegetais, consistindo em proteínas. Para a fabricação de muitos dispositivos médicos, são amplamente utilizados materiais poliméricos, baseados em matérias-primas naturais, e materiais artificiais - materiais sintéticos e poliméricos. A maioria dos curativos é feita de materiais poliméricos de origem natural: algodão, gaze e produtos feitos a partir deles, alinha, além de fios de sutura (seda cirúrgica). Os polímeros são a base dos plásticos utilizados na fabricação de diversos instrumentos, peças de equipamentos e equipamentos médicos. Polímeros como resinas líquidas e sólidas de fenol-formaldeído têm encontrado ampla aplicação em diversas indústrias e na economia como um todo. Resinas tipo resol líquido de fenol-formaldeído - um produto da policondensação de fenol e formaldeído na presença de um catalisador com ou sem adição de agentes modificadores e estabilizantes - são fornecidos como um líquido transparente homogêneo de cor marrom-avermelhada a cereja escura com densidade média de 1,2 g/ cm 3. São utilizados na produção de produtos isolantes térmicos e acústicos, compensados, aglomerados e placas de fibra de madeira, ferramentas abrasivas em base flexível, fibra de vidro, produtos técnicos de amianto e de fricção de amianto, fibra de carbono para coberturas de minas, etc. Graus de resinas : SFZh-303, SFZh-305, etc. Resinas sólidas de fenol-formaldeído dos tipos novolac e resol - produtos da policondensação de fenóis (ou suas frações) e formaldeído na presença de um catalisador com ou sem adição de substâncias modificadoras. Disponível na forma de pó, flocos e migalhas. São utilizados na produção de compostos de borracha, massas de moldagem, plásticos laminados, suspensões condutoras de verniz, tintas e vernizes anticorrosivos e adesivos, como ligantes para produtos abrasivos e moldes de conchas, na fabricação de espuma plástica, na produção de vernizes a óleo para a pintura e vernizes e indústrias alimentícias. Os seguintes graus de resinas são produzidos: SF-010A, SF-010, SF-010M (modificado), SF-014, etc. 3. Plásticos: termoplásticos, termofixos, preenchidos com gás Plásticos - plásticos - são materiais obtidos com base em um composto orgânico de alto peso molecular - um polímero que atua como aglutinante e determina as principais propriedades técnicas do material. Dependendo da elasticidade, os plásticos são divididos em três grupos: rígidos, elásticos módulo 700 MPa, até 70 MPa Os plásticos são produzidos monolíticos na forma termoplástica e termofixos e preenchidos com gás - estrutura celular. Os plásticos termoplásticos incluem polietileno de baixa pressão, polipropileno, poliestireno de alto impacto, plásticos ABS, cloreto de polivinila, fibra de vidro, poliamidas, etc. Os plásticos termoendurecíveis incluem: espumas rígidas de poliuretano, aminoplastos, etc. К plásticos cheios de gás incluem espumas de poliuretano - material estrutural ultraleve cheio de gás. termoplástico - polietileno de baixa pressão - um produto da polimerização do etileno obtido a baixa pressão usando catalisadores organometálicos complexos. Os graus base deste polietileno são: 20108-001, 20208-002, 20308-005, etc. A densidade do polietileno é de 0,931 a 0,970 g/cm 3. O poliestireno de alto impacto é um produto da copolimerização do estireno com borracha ou outro plastificante, que possui propriedades mecânicas superiores ao poliestireno de uso geral. Possui alta dureza, resistência ao impacto, elasticidade, resistência à tração, resistência à temperatura na faixa de +65 a -40 ° C. Aminos - plásticos termoendurecíveis - massas prensadas de ureia e melamina-formaldeído obtidas à base de resinas amínicas utilizando cargas (orgânicas, minerais ou combinações das mesmas), substâncias corantes e modificadoras. Sua resistência ao calor Marten é de pelo menos 100-180 ° C, resistência ao impacto - 3,9-29,4 kJ / m 2 (4-30 kgf × cm/cm 2), encolhimento - 0,2-0,8%, resistência elétrica volumétrica específica - 1? 10 11 -1×10 12 Ohm × cm A partir de aminoplastos, os produtos para uso doméstico, técnico e elétrico são fabricados por prensagem a quente. No total, são produzidos 11 graus de aminoplastos: KFA-1, KFB-1, etc. Espumas de poliuretano - plásticos preenchidos com gás - material estrutural ultraleve. Poliéteres e poliésteres, isocianatos, catalisadores e emulsificantes são as matérias-primas para sua produção. As espumas elásticas de poliuretano (PPU) possuem células fechadas, não comunicantes, cheias de gás (plásticos de espuma) e células comunicantes (plásticos de espuma). O termo geral "espuma" é freqüentemente usado. A espuma elástica contém 70% de poros comunicantes de ar. Tem uma densidade de 25-29 kg/m 3, resiste bem à deterioração, substâncias usadas na limpeza a seco de produtos, sua resistência à tração é de 0,07-0,11 MPa. A espuma elástica de poliuretano é utilizada na produção de móveis estofados, assentos de carro, tratores e outros produtos. A espuma rígida de poliuretano é utilizada para a fabricação de conchas de poltronas, elementos decorativos, como materiais isolantes de calor e som. Os plásticos de espuma preenchidos (PPU) tornaram-se difundidos nos últimos anos. 4. Elastômeros O termo "elastômeros" foi introduzido para substituir os nomes "borrachas sintéticas" e também "borracha natural". Elastômeros os polímeros são chamados de polímeros que possuem alta elasticidade em uma ampla faixa de temperatura - a capacidade de sofrer deformações reversíveis significativas (de várias centenas a 1000% ou mais) em cargas de atuação relativamente pequenas. O primeiro material elástico desse tipo foi a borracha natural, que não perdeu sua importância na produção de elastômeros, inclusive para produtos médicos, devido à sua não toxicidade. A borracha é obtida do látex (o suco leitoso da hevea brasileira), composta por mais da metade de água, na qual 34-37% de borracha, 2-2,7% de proteína, 1,65-3,4% de resina, 1,5-4,92% são dissolvidos. . 50% de açúcar. Nas plantações onde a borracha natural é preparada como matéria-prima industrial, o látex é coagulado com ácidos orgânicos, enrolado em chapas onduladas e fumado em câmaras de fumaça a uma temperatura de +2,5 °C. As substâncias constituintes da fumaça desempenham o papel de anti-sépticos e estabilizadores da oxidação da borracha. Essas folhas com uma espessura de 3-5 mm com um padrão de superfície de wafer são chamadas de "folha de fumaça". Eles servem como a forma mais comumente usada de borracha de plantação bruta.Os dados da análise elementar para borracha purificada correspondem à fórmula empírica C8HXNUMX (isopreno). Borrachas sintéticas (elastômeros) são obtidos por polimerização a partir de monômeros com a participação de catalisadores (aceleradores de processo). A primeira borracha sintética soviética foi obtida por S. D. Lebedev a partir de álcool técnico. Atualmente, diversos tipos de borrachas sintéticas (elastômeros) são produzidos, incluindo o isopreno, que pouco difere da natural. Para produtos médicos, é usada borracha de saloxano (silicone), cuja principal cadeia polimérica consiste em átomos de silício e oxigênio. É resistente ao calor e fisiologicamente inerte. As matérias-primas para a fabricação de borrachas sintéticas são petróleo, gás natural e carvão. A transformação da borracha ou de uma mistura de borracha "crua" em borracha elástica (um material com as propriedades de desempenho necessárias) é realizada por vulcanização. A vulcanização, como o tratamento térmico de metais e ligas, leva a uma mudança na estrutura da borracha. Durante a vulcanização, as moléculas de elastômero são unidas (“reticuladas”) por ligações químicas em uma rede espacial tridimensional, como resultado da qual é obtido um material que possui as propriedades elásticas e de resistência necessárias (resistência, elasticidade, dureza, resistência ao rasgo, etc.). O principal agente de vulcanização é o enxofre; telúrio e selênio também são usados. Quanto mais enxofre é adicionado à borracha, mais duro e menos elástico o elastômero se torna. Na produção moderna, além dos vulcanizadores, são amplamente utilizados aceleradores orgânicos, cuja presença reduz a quantidade de enxofre (até 2% em vez de 10%) e a temperatura de vulcanização. Existem ultra-aceleradores, graças aos quais a vulcanização ocorre à temperatura ambiente em vez de uma temperatura de +130-150 °C. 5. Borracha Borrachas de vários tipos e marcas pertencem ao grupo de materiais elásticos - elastômeros. As borrachas são divididas em moldadas e não moldadas. A borracha não moldada inclui um grande grupo das chamadas borrachas brutas. As borrachas brutas são produzidas sob números (10, 11, 14, etc.) na forma de chapas de diferentes espessuras, revestidas com talco (para evitar aderência), ou na forma de rolos com junta de tecido (de chita), que também protege a borracha da adesão. Cru sem forma A borracha é obtida por vulcanização a partir de compostos de borracha feitos à base de borrachas sintéticas ou naturais. O principal agente de vulcanização é o enxofre, mas também são usados selênio e telúrio. Dependendo das marcas, a borracha bruta é usada para obter vários produtos moldados com determinadas propriedades. Por exemplo, vários tipos de folha de borracha técnica são obtidos a partir de borracha bruta: ácido-alcalina, resistente ao calor, resistente ao gelo, de qualidade alimentar, etc. A borracha resistente ao gelo mantém suas propriedades em temperaturas de até -45 ° C. Folha de borracha técnica com espessura de 3-4 mm é utilizada para a fabricação de juntas de vedação em juntas flangeadas de tubulações que transportam água fria, e borracha com junta de tecido (feita de tecido sintético) também é usada para transportar água quente com temperaturas acima a +100 ° C. A partir de borrachas brutas, vários produtos de borracha são obtidos - acoplamentos, anéis, válvulas, juntas diversas, etc., usando os seguintes métodos de moldagem: prensagem, extrusão e moldagem por injeção. O processo de prensagem de produtos de borracha ocorre em prensas hidráulicas de vulcanização sob pressão de 100-300 atm. e a uma temperatura de +140-160 °C. Na produção de móveis estofados, é amplamente utilizada a espuma de borracha, que é um material à base de borracha sintética ou natural. Para a fabricação de espuma de borracha é utilizada uma mistura de látex, que é mantida por 18-21 horas, espumada e vulcanizada, seguida de secagem. A espuma de borracha é produzida na forma de folhas ou elementos de móveis moldados. Em termos de elasticidade, elasticidade, deformação residual, a espuma de borracha é um material ideal para móveis estofados. borracha de espuma autoventilado e resfriado pela passagem de ar através de poros comunicantes. Para reduzir o peso dos elementos de móveis de espuma, eles são feitos com vazios, mas para manter a capacidade de suportar cargas significativas, o volume de vazios não deve exceder 40% do volume de todo o elemento. As borrachas destinadas à fabricação de grupos individuais de produtos estão sujeitas a requisitos adicionais que garantem que os produtos cumpram sua finalidade funcional e sejam confiáveis na operação. Atualmente, a indústria produz borracha de folha de três graus: resistente ao calor, gelo, ácido e álcalis (TMKShch); resistência limitada a óleo e gasolina (OMB); maior resistência a óleo e gasolina (PMB), que, por sua vez, são subdivididos de acordo com a dureza da borracha utilizada: macio (M) para operação em temperaturas de -45 ° C a +90 ° C; dureza média (C) - em temperaturas de -60 °C a +80 °C, dureza aumentada (P) - em temperaturas de -60 °C a +80 °C. 6. Vedantes Selantes (selantes) são usados em quase todos os lugares - na construção, no sistema de habitação e serviços comunitários, engenharia mecânica, produção de móveis, na vida cotidiana, durante vários trabalhos de reparo. Os selantes são composições poliméricas na forma de pastas, betumes ou líquidos que, após serem aplicados na superfície, engrossam imediatamente ou após algum tempo como resultado da vulcanização da base polimérica. Para a preparação de selantes, são utilizadas borrachas sintéticas líquidas e aditivos especiais. A indústria produz vários tipos de selantes: fachada de edifícios, sutura-thiokol e acrilato, borracha-silicone para construção, acrílico. No trabalho com vidro, os selantes de tiocol 7-30M e UT-31 são usados principalmente para vedar juntas, que são vulcanizadas em temperaturas de +18 °C a +30 °C. No sistema habitacional e de serviços comunitários, o selante de silicone KLT-30 é amplamente utilizado para vedar conexões roscadas que operam na faixa de temperatura de -60 °C a +200 °C. Nos últimos anos, muitas marcas de selantes produzidos por empresas estrangeiras foram importadas para a Rússia: DAP, KVADRO, KIMTEC, KRASS. Em comparação com outros materiais semelhantes, os selantes são resistentes à umidade, à prova de gás e duráveis. Selantes à base de poliisobutileno são usados para vedar juntas externas entre elementos de edifícios pré-fabricados de grandes painéis. Os selantes, como a borracha, pertencem ao grupo dos elastômeros. Os selantes de thiokol mais utilizados, que se caracterizam pela versatilidade. A indústria russa produz as seguintes marcas de selantes thiokol: 1) U-30M. Fornecido completo como parte da pasta selante preta U-30, vulcanizador nº 9 e acelerador de vulcanização - difenilguanidina, misturado imediatamente antes do uso na proporção de 100: 7: 0,35 partes em massa. Projetado para vedação de metais (exceto latão, cobre, prata) e outras juntas operando em ácidos e álcalis diluídos, combustíveis líquidos e no ar em todas as condições climáticas em temperaturas de -60 °C a + 130 °C; 2) UT-31 - pasta cinza claro U-31, vulcanizador nº 9 e acelerador de vulcanização, utilizado para vedação de metais (exceto latão, cobre, prata) e outros compostos operando em ar e combustíveis líquidos em temperaturas de -60 °C até a +130 °C e até + 150 °C - brevemente ao ar; 3) 51-UT-36A (com adesivo) e 51-UT-36B (sem adesivo) - massa de vidraceiro cinza escuro U-36, resina epóxi E-40 (para 51-UT-36B) e sódio de dois cromos como vulcanizador ; usado em instrumentação. Para a vedação de várias juntas, costuras operando em temperaturas de +200 °C a +300 °C, são indicados selantes de siloxano resistentes ao calor feitos com base em borrachas de siloxano líquido. As marcas de novos selantes siloxano são: elastosil 11-01, silpen. VPT-2L, KL-4, KLT-30, KLSE, VGO-2, KLVAE, etc. Os selantes resistentes ao calor e ao combustível também são produzidos com base em borrachas contendo flúor dos seguintes graus: VGF-1, VGF-2, 51-G-1 e outros PALESTRA No. 13. Vidro. Materiais decorativos 1. Vidro: inorgânico e orgânico Em diversas indústrias, construção civil e outros setores da economia, são utilizados vidros inorgânicos e orgânicos. vidro inorgânico subdividido em técnico, de construção e doméstico. Por sua vez, o vidro da construção é dividido em estrutural, acabamento, som e isolamento térmico. Por qualidade de superfície o vidro é polido e não polido, colorido e incolor. De acordo com o método de endurecimento - ordinário, recozido, endurecido e endurecido por meios químicos ou outros. De acordo com o perfil, o vidro é produzido plano, ondulado, dobrado e perfilado. Vidro inorgânico edifício encontrou ampla aplicação na construção: para aberturas de luz de vidro em paredes, lanternas (nos telhados de vários edifícios). O vidro inorgânico é obtido pelo resfriamento de um fundido contendo areia de quartzo puro (sílica), sulfato de sódio e calcário. A maior aplicação para envidraçamento de blocos de janelas e portas, divisórias foi recebida por vidros laminados de 1 e 2 graus. A densidade deste vidro é 2000-2600 kg/m 3, transmissão de luz - 84-87%, baixa condutividade térmica. A indústria também produz vidro com padrão de folha de graus 1 e 2, incolor e colorido com padrão em relevo; vidro em folha polido termicamente, vidro em folha colorido (vermelho, azul, verde, amarelo), liso, colorido e incolor; com superfície lisa, ondulada ou estampada; não reforçado e reforçado com malha de aço (estão disponíveis 3 tipos: perfil de canal; perfil em forma de caixa - com uma ou duas costuras; perfil com nervuras); vidro em chapa reforçado com malha metálica - incolor e colorido, liso e ondulado, estampado. Vidro orgânico - produto de resinas de poliéster insaturado, polímero transparente. É dividido em técnico, estrutural, folha, iluminação e relógio. O vidro orgânico técnico é um polímero plastificado e não plastificado (copolímero) de éster metílico do ácido metacrílico, amplamente utilizado em diversas indústrias e economia em geral. A norma prevê três classes de vidro TOSP - vidro orgânico técnico plastificado; TOSN - vidro orgânico técnico não plastificado; TOSS - copo de copolímero orgânico técnico. Propriedades físicas e mecânicas do vidro orgânico técnico: ponto de amolecimento (dependendo da espessura) - 92-130 °C, resistência ao impacto - 6-9 kJ/m 2 (6-9 kgf - densidade a 20 ° C), transparência (com espessura de até 30 mm) - 85-88%, encolhimento por superaquecimento a 40 ° C por 1 hora - 3,5-4%, tensão de ruptura na ruptura - 60-80 MPa (600-800 kgf/cm 2), alongamento relativo na ruptura - 2-2,5%. O vidro orgânico estrutural está disponível em três graus: SOL - vidro orgânico plastificado; ST-1 - vidro orgânico não plastificado e 2-55 - vidro copolímero. Esses tipos de vidro orgânico são usados como material estrutural na indústria de instrumentos e montagem. 2. Sitals, copos de metal Vitrocerâmica (Vitrocerâmica) - materiais vitrocerâmicos à base de vidro, que diferem deste último em uma estrutura cristalina semelhante à cerâmica, mas com cristais menores (de frações a 1-2 mícrons) e seu empacotamento mais denso, excluindo qualquer porosidade do material. As vitrocerâmicas são produzidas fundindo uma carga de vidro de composições especiais com a adição de cristalização, resfriando a fusão até um estado plástico e moldando produtos a partir dela usando métodos de tecnologia de vidro (prensagem, sopro, desenho). Os produtos moldados são submetidos a um tratamento térmico especial para formar uma estrutura densa de grão fino, característica da vitrocerâmica. As vitrocerâmicas são subdivididas nos seguintes grupos de acordo com sua composição química: STL - espodumênio; STM - cordierita; STB - boro-bário e boro-chumbo, alto silício, photositals. Sitals da marca STL contêm lítio, marcas STM - magnésio. Os Sitalls podem ser transparentes, opacos, brancos, creme e coloridos. Por propriedades as vitrocerâmicas são divididas em: quimicamente resistentes, resistentes ao desgaste, ópticas, isolantes elétricas e resistentes ao calor. Vitrocerâmicas quimicamente resistentes e resistentes ao desgaste são utilizadas para a fabricação de chaminés, êmbolos, peças de bombas químicas, reatores e equipamentos químicos, onde são exigidas alta resistência ao calor e impermeabilidade gás-líquido. Na fabricação de fibras sintéticas, são utilizadas vitrocerâmicas resistentes ao desgaste para fios de fios e algumas outras peças de máquinas têxteis; além disso, são usados para fazer instrumentos para medir comprimentos e ângulos de diversos produtos. As vitrocerâmicas ópticas com TCLE (resistência térmica) próxima de zero são utilizadas principalmente para a fabricação de espelhos astronômicos e lasers. vitrocerâmica isolante elétrica devido às suas propriedades elétricas, especialmente em altas temperaturas, são utilizados para a fabricação de dispositivos e instalações de rádio e eletrônicos, diversos dispositivos operando em condições de temperatura e umidade variáveis, bem como isoladores operando em modo de alta tensão. Vitrocerâmicas resistentes ao calor com TLKR próximo a zero são utilizadas como materiais estruturais para dispositivos que operam sob cargas térmicas variáveis, bem como na produção de trocadores de calor. vidro metálico possuem a mesma estrutura dos Si-talls, apenas o revestimento é metálico. Certos compostos metálicos são adicionados à composição básica durante a produção de tais vidros (que dependem da finalidade e campo de aplicação dos vidros metálicos), a partir dos quais, a uma determinada temperatura em uma atmosfera especial (meio de fusão), um revestimento metálico é liberado na superfície da massa de vidro. Vidros de metal são usados principalmente em engenharia elétrica. Vidros metálicos também são produzidos por pulverização a quente em um material vitrocerâmico (por exemplo, aplicando uma camada de alumínio de 0,5 a 1 mm de espessura). Tal revestimento suporta uma rápida mudança de temperatura, apesar da diferença significativa no TLC do alumínio e do material vitrocerâmico. 3. Modificações polimórficas de carbono e nitreto de boro É amplamente utilizado em diversos ramos da indústria e, sobretudo, na engenharia mecânica. nitrila cúbica de boro (CBN) - modificação cúbica cristalina do composto de boro com nitrogênio, sintetizado de acordo com a tecnologia inerente à produção de diamantes sintéticos. Devido à variação de fatores tecnológicos, vários tipos de nitreto cúbico de boro são produzidos - elbor, elbor-R, cubo-nit, ismita, hexanita, etc. O nitreto cúbico de boro e suas variedades são medidos em quilates, sua classificação por tamanho de grão é também próximo aos padrões adotados para processamento de aço e ligas à base de ferro. Nos últimos anos, foram obtidos policristais de CBN de até 12 mm de tamanho. Amplamente utilizados na engenharia mecânica são materiais superduros obtidos com base em nitreto de boro - elbor-R e ismit. Em termos de propriedades de corte e resistência ao desgaste, eles são várias vezes superiores às ligas duras de cermet e à cerâmica mineral. As fresas CBN-R são fabricadas em dois tipos: pré-fabricadas, nas quais os blanks de CBN são montados em um inserto de transição instalado no corpo da fresa, e sólidos, onde os blanks (ELBOR-R) são fixados diretamente no corpo da ferramenta, despejando-os com líquido metal (fundido). O uso de Elbor-R permite garantir alta produtividade e limpeza da superfície tratada. O uso mais eficaz de Elbor-R é ao tornear aços endurecidos em vez de retificar e ao mandrilar furos. O material superduro ismita, obtido à base de nitreto de boro (modificação), apresenta maior resistência do que as ligas duras no torneamento de aços endurecidos. A modificação cristalina cúbica do carbono são os diamantes - naturais e sintéticos, que são insolúveis em ácidos e álcalis, possuem alta dureza, são usados para a fabricação de cortadores, cortadores de vidro, pontas para medir a dureza de metais, etc. 4. Materiais compostos Em vários setores da economia do país, incluindo a construção, vários materiais compósitos à base de madeira britada são amplamente utilizados: aglomerado, aglomerado, concreto de madeira, chapa de fibra, aglomerado cimentício e composições adesivas de madeira. Os aglomerados são feitos por partículas de madeira prensadas a quente misturadas com um aglutinante. Essas placas são amplamente utilizadas na construção civil, na produção de móveis. Dimensões das placas: comprimento variando de 1830 mm a 5680 mm, largura - de 1220 mm a 2500 mm, espessura - de 8 mm a 28 mm. De acordo com os parâmetros físicos e mecânicos, os aglomerados são divididos em classes: P-A e P-B - de acordo com a qualidade da superfície com superfície regular e granulada; de acordo com o grau de tratamento da superfície - polida e não polida; de acordo com as propriedades hidrofóbicas - com resistência à água normal e aumentada; têm uma desvantagem - baixa resistência à tração perpendicular às camadas. Placas de fibra de madeira são feitos com resíduos do processamento de madeira de coníferas e folhosas. Dependendo da densidade e resistência à flexão da placa, as placas de fibra de madeira são classificadas em macias (M-4, M-12, M-20), semi-sólidas (PT-100), duras (T-350, T- 400), superduro - ( ST-500). De acordo com suas propriedades técnicas, eles são feitos de biorresistência, fogo, umidade e absorção de som. O painel de fibra macio é usado na construção como material para isolamento térmico e acústico de paredes, divisórias, tetos, entrepisos, etc. O painel de fibra semi-rígido é usado para revestir paredes e tetos em edifícios residenciais e públicos. Placas de fibras duras e super duras são amplamente utilizadas na produção de móveis (para as paredes traseiras de móveis de armários, partes inferiores de gavetas, etc.), na construção - para revestimento de paredes, tetos, etc. Essas placas são produzidas com uma espessura de 2,5 -10 mm. As chapas de fibra média dura são produzidas em grandes volumes no exterior sob a marca "placas MDF - Medium Density Firebrands" com espessura de 10 a 30 mm, para a fabricação de móveis modernos em substituição ao compensado e madeira natural. Nos últimos anos, vários produtos de concreto de madeira têm sido amplamente utilizados na construção, que é feita com resíduos de madeira triturados, um aglutinante - cimento Portland, aditivos - cloreto de cálcio, vidro líquido, sulfato de alumínio e cal. Arbolito É usado para a produção de painéis de parede, vários produtos de isolamento térmico. Como estruturas envolventes na construção de casas de madeira, quintas e edifícios diversos em zonas rurais, placas de cimento, que são feitos com maravalha, cimento Portland e aditivos químicos. As placas são produzidas nos seguintes tamanhos: 1200? 3600 mm, espessura 8-25 mm; sua densidade está dentro de 1100-1400 kg/m 3, resistência à flexão - 9-12 MPa. Para a fabricação de recipientes moldados são amplamente utilizados composições adesivas para madeira, constituído por madeira triturada e um aglutinante - resinas de ureia-formaldeído com aditivo - parafina. 5. Materiais de revestimento sintético Na última década, uma variedade de materiais sintéticos de revestimento têm sido amplamente utilizados para decorar o interior de escritórios, várias instalações e trabalhos ao ar livre, que substituíram o escasso folheado fatiado. materiais como filmes decorativos à base de materiais adesivos e poliméricos (em ). Atualmente, é utilizada a tecnologia de obtenção de materiais fílmicos com imitação de poros "reais". Esse filme das marcas PDSO e PDO (sem camada adesiva) é usado para revestimento de móveis, decoração de interiores de carros. O filme PDO-A-020 é utilizado na indústria aeronáutica para acabamento de cabines de aeronaves. Filmes à base de materiais poliméricos são feitos de composições de cloreto de polivinila, polipropileno, poliéster, etc. Os filmes PDO e PDSO acima são cloreto de polivinila (importados também). Recentemente, os filmes de fluoreto de polivinila (PVF), que apresentam boas propriedades de desempenho, têm sido utilizados para o revestimento de diversos produtos de madeira (painéis de portas, móveis), bem como paredes e painéis, elementos de interiores. Para isso, além do filme de PVF, são utilizados filmes autoadesivos à base de um copolímero de cloreto de vinil e acetato de vinil grau VA, fabricados pela Skoch. Esses filmes são produzidos transparentes, coloridos, com efeito de metalização. Em grande demanda entre vários consumidores são fitas adesivas de proteção tipos à base de polímeros LT-38, LT-50, que são usados para proteger o material de borda de pingos de material de pintura ao terminar placas. As fitas adesivas são uma base de polímero - um filme de 35 a 50 mícrons de espessura, sobre o qual é aplicada uma fina camada adesiva. Na fabricação de bancadas, peitoris, portas, equipamentos sanitários, laminados (um tipo de material sintético de revestimento) são frequentemente utilizados. Laminados são laminados termoendurecidos obtidos por prensagem de papel a alta temperatura. A base de papel do laminado é impregnada com resina fenólica e as camadas externas são impregnadas com melamina. Os laminados são resistentes ao desgaste, compatíveis com alimentos, fáceis de limpar, não inflamáveis e resistentes à umidade. Para estofamento de móveis, acabamentos de diversos tipos de transporte são amplamente utilizados Couro do falso: couro artificial de vinil para estofamento, couro de vinil monolítico poroso para estofamento, couro artificial monolítico poroso para estofamento, etc. Os couros artificiais também estão em grande demanda entre os fabricantes de calçados. Nos últimos anos, novos materiais têm sido utilizados para decorar interiores residenciais e públicos - muito originais, com uma variedade de desenhos, pedras artificiais, que são placas de acrílico mineral. Eles são duros, como pedras naturais, têm uma estrutura diferente, são resistentes à abrasão e são relativamente fáceis de processar. Filmes monolíticos porosos também são usados \u1,2b\u1,5bpara enfrentar superfícies de fachada de móveis para quartos, armários e móveis infantis, com uma superfície monolítica superior e uma camada porosa inferior (sua espessura é de 600-1360 mm, largura - 30-50 mm, comprimento do rolo - XNUMX- XNUMX m). 6. Laminados decorativos Laminados Decorativos são usados há muitos anos para acabamento de instalações residenciais, públicas e industriais, interiores de vários veículos, para revestir as superfícies de trabalho de cozinha, móveis médicos e comerciais. Os plásticos desse tipo possuem boas propriedades físico-mecânicas e decorativas, são bem processados, resistentes a altas temperaturas, ao impacto e à abrasão, à ação da água, do vapor, além de alimentos e líquidos domésticos (chá, café, vodka, álcool etílico). álcool, etc.). d.). A densidade dos plásticos DBS não é inferior a 1,4 g/cm 3, tensão de ruptura em tensão - não inferior a 63,6 MPa, em flexão - 98 MPa (para grau A - 17,6 MPa), absorção de água não superior a 4%, resistência ao calor - de + 120 a + 140 ° C. Os plásticos DBS são divididos em graus A, B, C - dependendo da qualidade da superfície frontal e dos parâmetros físicos e mecânicos. O plástico de grau A é usado em condições operacionais que exigem maior resistência ao desgaste, por exemplo, para tampos de mesa. O plástico de grau B é usado em condições operacionais menos severas - para acabamento de superfícies verticais. O plástico de grau B é usado como material ornamental. Laminados Decorativos (DBSP) são folhas de papel comprimido impregnadas com resinas termofixas. Na fabricação do DBSP, uma camada protetora impregnada com resina de melamina-formaldeído é aplicada a uma camada decorativa de papel (de uma cor ou com padrão). Para a fabricação de uma película protetora, é utilizada celulose altamente refinada de madeira dura ou algodão. O DBSP é produzido em uma cor, estampas em várias cores que imitam madeiras nobres, pedras, mármores, tecidos, couros, etc. Por finalidade, esses plásticos são divididos em estruturais, de face e moldados. Os DBSP estruturais têm espessura superior a 1 mm, são usados em vários projetos. Revestimento de plásticos mais elásticas e com espessura de até 1 mm, são utilizadas como material de acabamento. De acordo com as condições de operação, as superfícies de móveis e outros tipos de placas voltadas para aglomerado são divididas em dois grupos principais. Grupo I - superfícies de trabalho e frontais de móveis comerciais e outros que estejam diretamente expostas ao ambiente externo; Os plásticos DBS do Grupo II são usados nas superfícies frontais de cozinha, crianças e outros móveis que não estão constantemente expostos à umidade, calor e outros fatores. O DBSP moldado sob a ação do calor e da pressão pode alterar sua forma. Eles são usados para envolver peças com formas arredondadas complexas ou cantos. Uma folha sólida de plástico moldável DBS é revestida com a face e a borda da peça - essa tecnologia é chamada postforming. Os plásticos DBS são produzidos com comprimento de 400-3000 mm, largura de 400-1600 mm e espessura de 1,0; 1,3; 1,6; 2,0; 2,5 e 3,0 mm. Verso de plástico de espessura 1,0; 1,3 e 1,6 mm devem ser ásperas. Para colar plásticos DBS, são utilizados vários adesivos - PVA, bustilat, epóxi, bem como mástiques KN-2. PALESTRA Nº 14. Materiais isolantes 1. Classificação dos materiais de isolamento térmico Durante a construção de instalações industriais, estruturas civis, as comunicações que acompanham o calor e o abastecimento de água são protegidas dos efeitos das temperaturas negativas com a ajuda de vários tipos de materiais isolantes de calor. Divida os materiais de isolamento térmico em: 1) construção; 2) polimérico. Construção civil materiais de isolamento térmico por estrutura existem: 1) fibroso; 2) celular; 3) granular. E dependendo matéria-prima: 1) inorgânicos (vidro espumado, concreto leve com enchimentos, lã mineral); 2) orgânicos (plásticos de espuma, plásticos de favo de mel, fibrolite, fibra de madeira e placas de turfa, etc.); 3) polimérico. Em forma e aparência materiais de isolamento térmico são divididos em: 1) peça (lajes, semi-cilindros, blocos, tijolos leves, etc.); 2) enrolados e amarrados (tranças, esteiras, cordões); 3) soltos e soltos (lã de vidro e mineral, areia perlita, etc.). Em rigidez materiais de isolamento térmico são divididos em: 1) rigidez aumentada e dura; 2) rígido; 3) semi-rígido; 4) macio. Em condutividade térmica eles são divididos em três classes: 1) A - baixa condutividade térmica; 2) B - médio; 3) B - aumentado. O principal indicador de materiais de isolamento térmico é o coeficiente de condutividade térmica, que para a maioria deles está na faixa de 0,02-0,2 W / m? °C. Em inflamabilidade materiais de isolamento térmico são produzidos: 1) à prova de fogo; 2) queima lenta; 3) combustível. Polímero materiais de isolamento térmico são divididos em: 1) rígido, com resistência à compressão de 5 szh = 0,15 MPa; 2) semi-rígido; 3) elástico com 5 szh = 0,01 MPa. Os materiais de isolamento térmico de polímero para fins de construção são duráveis, possuem uma ampla gama de características de deformação, quimicamente e resistentes à água. 2. Tipos de materiais de isolamento térmico e acústico Para isolamento térmico de tubulações com um diâmetro de 15-25 mm e as válvulas de fechamento correspondentes, é amplamente utilizado tecido costurado em tela a partir de fibras de vidro residuais dos graus KhPS-T-5,0 e KhPS-T-2,5, projetado para uma temperatura máxima de +450 ° C, tem uma densidade média de 400-500 kg/m 3, condutividade térmica - 0,053 W/(m × °С), projetado para temperaturas de até + 300 °C, retardador de chama. As esteiras feitas de fibra de vidro em um ligante sintético da marca MT-35 são projetadas para isolamento térmico de tubulações com diâmetro de 57 a 426 mm, têm densidade média de 60 kg/m 3, condutividade térmica 0,047 W/(m × °C), temperatura máxima de aplicação +180 °C, retardante de chama. O cordão de isolamento térmico feito de lã mineral grau 200 é usado para isolar tubulações com diâmetro de até 108 mm inclusive e válvulas de fechamento, respectivamente, com densidade de 220 kg / m 3, condutividade térmica 0,056 W/(m × °С), temperatura máxima de aplicação de +150 °C a +600 °C, em uma bainha de fibra de vidro à prova de fogo, em outros casos - retardante de chama. Nos últimos anos, materiais de isolamento térmico feitos de fibra de vidro URSA têm sido amplamente utilizados na Rússia. Os produtos URSA são utilizados na construção de todos os tipos de edifícios, para o isolamento de equipamentos e tubulações, veículos. Produzido na forma de rolos, chapas com densidade de 13-75 kg/m 3 e tapetes com densidade de 10-25 kg/m 3, 40-140 mm de espessura. Atualmente, o penófilo de material isolante de calor fabricado na Rússia está em grande demanda entre vários consumidores. Este material é composto por espuma de polietileno e revestimento em folha de alumínio polido, possui baixa condutividade térmica, alta resistência à difusão de vapor d'água; usado para isolamento de paredes, pisos, para isolamento de tubulações, tanques e válvulas em sistemas de abastecimento de água e aquecimento, etc. A russa JSC "Kineks" produz poliestireno extrudado "foam-plex" usando tecnologia italiana - poliestireno com estrutura celular homogênea fechada. Em termos de propriedades de isolamento térmico, este material supera o concreto de argila expandida e o concreto de espuma em 5 a 10 vezes, a lã de vidro e as placas de fibra mineral em 2 a 3 vezes, tem uma densidade de 30 a 45 kg / m 3, as lajes têm largura de 600 mm e comprimento de 1 a 4,5 me espessura de 30 a 100 mm; é usado para isolamento térmico de telhados, pisos, subsolos de edifícios residenciais e públicos, piscinas, etc. porosidade celular. Espuma de poliestireno semi-rígido e vinipor PZh são usados para a fabricação de produtos de perfil com propriedades de absorção de som. Os materiais de isolamento acústico também são: espuma PE-2, espumas PE-5 e PE-7; eles também são usados para isolamento térmico. Materiais e produtos de construção à prova de som e à prova de som podem ser os mesmos materiais usados para isolamento térmico: lã de vidro, lã mineral, plásticos de espuma de vários tipos e marcas. 3. Materiais impermeabilizantes Na construção, no sistema habitacional e de serviços comunitários, são amplamente utilizados vários materiais de impermeabilização, projetados para proteger estruturas de edifícios, edifícios e estruturas dos efeitos nocivos da água e líquidos quimicamente agressivos - álcalis, ácidos, etc. Para destino os materiais impermeabilizantes dividem-se em anti-filtragem, anti-corrosão (metal), tintas e vernizes, esmaltes de vidro, filmes de óxidos, borracha, lubrificantes plásticos e betuminosos e selantes (pastas, betumes ou soluções). Os materiais impermeabilizantes de acordo com o tipo de material base são: asfalto (betume, mástique asfáltico), mineral (cimentos, ligantes de magnésia, dolomita, ligantes cal-nefelina, etc.) e metal. Os seguintes materiais impermeabilizantes são amplamente utilizados nos sistemas de construção e habitação e serviços públicos: filme (polietileno, polipropileno e outros, em particular "PIL" - filme isolante com camada pegajosa), rebocado e na forma de placas (poliisobutileno, borracha ), mástique (betume, poliisobutileno) e laminados (vidro, feltro para telhados, material para telhados). Os materiais de impermeabilização de mástique e laminados são feitos de forma artificial e com base em materiais naturais, estopa e filme - apenas em base de polímero. Um bom material de impermeabilização à base de ligantes orgânicos são betume. O betume natural é uma substância preta, inodora, amolece a uma temperatura de + 35-90 ° C e endurece novamente quando resfriada. O betume artificial é obtido por destilação do betume natural (alcatrão residual) ou da refinação de óleos usados (alcatrão recuperado). Com base no betume, é preparado o mastique RB (betume de borracha), que é um bom material de impermeabilização. Antes de aplicar os revestimentos impermeabilizantes nas paredes, as fundações são impermeabilizadas com argamassas de cimento (utilizando cimento resistente a sulfatos) com adição de ceresita, vidro líquido, aluminato de sódio. A maior aplicação no desempenho da impermeabilização de diversas estruturas de edifícios foi encontrada materiais poliméricos de filme, que produzem quatro graus: "T" - para impermeabilização durante a construção de estruturas temporárias, abrigos de proteção; "B e B" 1"- para uso na impermeabilização de instalações de recuperação e água; "M" - para impermeabilização técnica. As películas de polietileno impermeabilizante são produzidas com espessura de 0,015-0,5 mm, largura de 800-6000 mm, comprimento superior a 50 m, densidade de 910-929 kg / m 3. Os construtores estão em grande demanda por filmes de cloreto de polivinila para uso geral (graus "OH") e para impermeabilização (graus "P") Filmes especiais para impermeabilização grau "P" têm as seguintes características: espessura 0,03-0,27 mm, largura - 15 g /m 2, absorção de água - 0,5%; resistência à tração - 8-19 MPa. Ao realizar a impermeabilização do telhado, como regra, de acordo com a tecnologia, são utilizados materiais impermeabilizantes no complexo: betume, mástiques de borracha-betume, filmes ruberoides da marca "P", hidroisol. 4. Materiais isolantes elétricos No contexto da alta prevalência de várias instalações elétricas em quase todas as indústrias e na economia do país como um todo, os materiais isolantes elétricos têm sido amplamente utilizados. A característica mais importante dos materiais isolantes elétricos é sua alta resistência elétrica. materiais isolantes elétricos subdividido em: gasoso (ar, vários gases); líquidos (óleos diversos e líquidos organossilícios) e sólidos - de origem orgânica (resinas, plásticos, parafinas, ceras, betume, madeira) e inorgânica (mica, vidro, cerâmica, etc.). Um material isolante elétrico como a mica pertence ao grupo de minerais formadores de rocha, os chamados aluminossilicatos de folha. A mica, como material isolante elétrico, é dividida em dois tipos: densidade de flogopita - 2700-2850 kg / m 3 e dureza, em escala mineralógica 2-3 e biotita-densidade - 2700-3100 kg / m 3, dureza, em escala mineralógica 2,5-3. Os materiais isolantes elétricos mais difundidos criados por síntese orgânica. Esses materiais são caracterizados por propriedades elétricas, físico-químicas e mecânicas predeterminadas. Os materiais isolantes elétricos incluem o fluoroplast-4, produto da polimerização do tetrafluoretileno, que é produzido na forma de um pó ou placas brancas de fácil aglomeração. O Fluoroplast-4, dependendo da finalidade, é dividido nos seguintes graus: "P" - para a fabricação de filmes isolantes e capacitores elétricos; "PN" - para a produção de produtos elétricos com maior confiabilidade. Para a fabricação de vários produtos elétricos são frequentemente usados copolímeros de poliamida fundido graus AK-93/7, AK-85/15 e AK-80/20 - produtos de policondensação conjunta de sal "AG" e caprolactama. Os copolímeros fundidos de poliamida têm uma constante dielétrica a 10 6 Hz após uma permanência de 24 horas em água destilada 4-5, e a resistência elétrica de superfície específica (no estado inicial) é 1 × 10 14 -1×10 15 Ohm × cm Por muitos anos, a poliamida 610 fundida, produto da policondensação de um sal de hexametilenodiamina e ácido sebácico, tem sido utilizada para a fabricação de produtos isolantes elétricos. Os produtos são obtidos por moldagem por injeção usando poliamida 610 na forma de grânulos brancos e amarelos claros de 3 a 5 mm de tamanho. A poliamida 610 possui as seguintes características: resistência elétrica de volume específico - não inferior a 1 × 10 14 Ohm × cm, resistência elétrica - não inferior a 20 kV/mm. Os materiais isolantes elétricos incluem aminoplastos usados há várias décadas - pressionando massas de ureia e melamina-formaldeído obtidas com base em resinas amina (produtos de condensação termoendurecíveis de formaldeído com carbamida, melamina ou sua combinação) usando cargas (orgânicas, minerais ou combinações dos mesmos). Os aminoplásticos são produzidos em vários graus MFB - iluminação, MFV - com propriedades de isolamento elétrico aumentadas, que possuem uma resistência elétrica de volume específico de 1 × 10 11 -1×10 12 Ohm × cm 5. Lubrificantes De acordo com a norma, os lubrificantes são classificados por origem, estado físico, presença de aditivos, por finalidade, por temperatura de aplicação. Por origem ou matéria-prima Os lubrificantes são divididos em: 1) lubrificantes minerais, que são obtidos pela mistura de hidrocarbonetos de origem mineral em seu estado natural ou como resultado de seu processamento; 2) lubrificantes de petróleo - óleo purificado obtido com base em matérias-primas de petróleo; 3) lubrificantes sintéticos - materiais obtidos por síntese; 4) lubrificantes vegetais - materiais de origem vegetal; 5) lubrificantes animais obtidos a partir de matérias-primas de origem animal. Por condição física Os lubrificantes são divididos em gasosos, líquidos, plásticos e sólidos. Para destino Os lubrificantes são divididos em: 1) motor, projetado para motores de combustão interna (carburador, diesel, aviação, etc.); 2) transmissão utilizada em transmissões de tratores, automóveis, máquinas autopropelidas e outras; 3) industrial, destinado principalmente às máquinas-ferramentas; 4) hidráulico, utilizado nos sistemas hidráulicos de diversas máquinas; 5) especial - compressor, instrumento, cilíndrico, isolante elétrico, vácuo, etc. De acordo com a temperatura de aplicação entre os lubrificantes acima, estão: baixa temperatura (para unidades com temperatura não superior a +60 ° C) - instrumental, industrial e similares; temperatura média, usado em temperaturas de +150 a +200 ° C, - turbina, compressor, cilindro e similares; de alta temperatura, usado em unidades expostas a temperaturas de até +300 ° C e mais. Atualmente, os principais lubrificantes são óleos minerais e lubrificantes derivados de matérias-primas de petróleo, graxas e fluidos de corte. As principais funções que os lubrificantes devem desempenhar quando utilizados em unidades de montagem de mecanismos, motores de máquinas diversas: reduzir o desgaste das superfícies de atrito das peças; reduza a força de atrito entre as superfícies de contato para ajudar a reduzir as perdas improdutivas de energia; evitar a penetração da mistura de trabalho e produtos de combustão no cárter, ou seja, melhorar a compressão do grupo cilindro-pistão, etc. Todos os óleos minerais de acordo com o método de produção e composição divididos em quatro grupos: óleos destilados, residuais, misturados e aditivos. A indústria nacional produz os seguintes óleos de motor: para motores diesel - M-8-V 2, M-8-G 2, M-8-G 2 K e assim por diante; para motores com carburador - M-8-A, M-8-B, M-12-G 1 etc. Nos últimos anos, muitos óleos de motor importados surgiram no comércio varejista: ESSO, TEBOIL, MOBIL, CASTROL, etc. A indústria russa produz várias graxas: antifricção (óleo sólido, litol); multiuso; alta temperatura (CIATIM-221S, PFMS-4S, etc.), baixa temperatura (CIATIM-201, ZhRO, UNIOL-3M, etc.) e uma série de outras aplicações especiais. 6. Tipos de materiais de cobertura Os materiais utilizados para coberturas em edificações de diversos tipos são divididos em: laminados (materiais de cobertura, telas de cobertura, vidro, etc.), peça ou chapa (telhas, ladrilhos, ardósia, etc.) borracha - "RBC" e mastiques poliméricos). De acordo com o tipo de matéria-prima, os materiais de cobertura são divididos em orgânico - feltros para telhados, feltros para telhados, telhas de madeira, tes, etc. e metal - telhas de aço galvanizado e não galvanizado. Por tipo de componentes constituintes (aglutinantes ou aglutinantes) - em betuminoso (material de cobertura, material de cobertura de vidro, glassine), alcatrão (somente cobertura), polímero - mastique borracha-betume, betume-polímero, polímero, etc. Nos últimos anos, vários tipos de planos e papelão ondulado, telhas e folhas; laminados, materiais sintéticos, incluindo aqueles à base de poliisobutileno, polietileno, resinas epóxi e fenólicas. Além disso, estão sendo usados atualmente novos materiais eficazes de cobertura e impermeabilização de betume e betume-polímero do tipo construído em bases não deteriorantes. Os novos materiais betume-polímero em bases fortes e elásticas incluem: isoplast, bicroplast, dneproflex, rubemast, filisol, etc. enchimento. Até agora, como material de cobertura na construção rural, no assentamento e parcialmente na construção da cidade, a telha feita de barro cozido (telha de barro) ou de soluções de cimento e areia de consistência rígida (telha de cimento) é usada. Essas telhas são duráveis e resistentes ao fogo, mas frágeis e pesadas, pois possuem alta densidade. Nos últimos anos, as telhas metálicas, produzidas pela empresa finlandesa RANNILA STEEL, têm sido utilizadas como material de cobertura. Estas telhas são feitas de aço galvanizado a quente de 0,5 mm com um revestimento de polímero colorido que resiste à luz solar e às flutuações de temperatura. Atualmente, surgiu um novo material de cobertura original - telhas betuminosas, produzidas pela empresa bielorrussa Poleznaya Kompaniya TM. Esta telha é projetada para cobrir telhados inclinados, feitos de betume oxidado reforçado com fibra de vidro. Outra novidade bielorrussa é uma telha de concreto polímero, absolutamente à prova d'água, em termos de durabilidade e resistência ao gelo corresponde a pelo menos 50 anos de operação. Ao colocar materiais de cobertura laminados, são utilizados mástiques frios de polímero e betume-polímero: graus MBK - borracha butílica à base de borracha butílica; marca BLK - betume-látex - à base de produtos de betume de xisto. O uso dos mastiques listados simplifica o processo de instalação de um telhado com impermeabilização. 7. Materiais de revestimento e sua aplicação Na construção moderna, uma grande variedade de materiais de revestimento é amplamente utilizada para melhorar as qualidades operacionais e decorativas de edifícios e várias estruturas. Os materiais de revestimento são feitos de cerâmica, plástico, vidro, pedra natural, fibrocimento e argamassas especiais. No século XX passado Os materiais de revestimento mais comuns foram telhas de vidro e cerâmica, lajes de rocha de concha, mármore, granito e tufo vulcânico. No início do século XXI. surgiu e passou a ser amplamente utilizado como material de revestimento painéis de plástico em uma base de plástico (PVC). Esses painéis são usados em instalações residenciais e escritórios, para acabamento de ambientes com alta umidade. Tais painéis têm muitas vantagens: durabilidade; não deforme; possuem 100% de resistência à umidade, não requerem cuidados especiais e são fáceis de limpar; feito de materiais ecologicamente corretos. Atualmente em grande demanda entre vários consumidores são folhas em relevo de revestimento de cloreto de polivinila, projetado para acabamento de paredes e tetos em instalações de edifícios públicos e industriais (exceto instituições infantis e médicas). Estas folhas são feitas de quatro tipos: 1) cor única de camada única; 2) multicolorido de camada única; 3) uma cor de duas camadas; 4) multicolorido de duas camadas. Todos os tipos de folhas têm um comprimento de 300 a 2000 mm, uma largura de 300-1000 mm, uma espessura de 0,4-2 mm; vários desenhos em relevo, com superfície frontal lisa ou em relevo. Nos últimos anos, para decoração de interiores de paredes e tetos falsos de edifícios com umidade relativa não superior a 60%, eles se tornaram amplamente utilizados placas decorativas de fosfogesso, que são feitos a partir de um aglutinante de gesso obtido por processamento em autoclave de fosfogesso. No final do século XX. começou a produzir um material de acabamento muito original - papel de parede de vidro com efeito repelente de água e de absorção de som, que são implementados pela empresa Alaksar (Moscou). Este papel de parede é durável, fácil de limpar, não desbota, tem 20 tipos de padrões bonitos; eles têm sido usados por vários anos na Suécia e estão em alta demanda. Grande popularidade na Europa e na Rússia ganhou tectos falsos, tectos falsos de vários materiais - filme, fibra de vidro, placas de lã mineral, poliestireno, painéis de alumínio. Tetos de filme estirável utilizado na decoração de apartamentos, escritórios, bares, restaurantes, piscinas, etc. Tetos de fibra de vidro eles têm boa absorção sonora, enquanto o efeito de eco é reduzido, por isso são usados para acabamento de grandes salas - salas de reuniões, esportes, compras, etc. O material de acabamento mais popular - papel de parede vários tipos - espuma, vinil, serigrafia, papel de parede duplex e liso - papel. Novo nos últimos anos - chapas finas esmalte vítreo com padrão multicolorido e base autoadesiva - utilizada para revestimento de paredes. Este material foi denominado "onliglas", produzido pela empresa espanhola "Tres Estilos". PALESTRA Nº 15. Adesivos 1. Classificação de adesivos e requisitos para eles Em vários setores da economia, vários materiais adesivos são amplamente utilizados, feitos com base em adesivos naturais (naturais) ou sintéticos. adesivos naturais subdividem-se em adesivos de origem animal, vegetal e mineral. As matérias-primas para adesivos de origem animal são: tecidos, ossos, sangue e leite de animais. As colas glutinosas, caseína e albumina são obtidas a partir das matérias-primas indicadas. As matérias-primas para adesivos de origem vegetal são: proteína de sementes de leguminosas, amido, resinas naturais, borracha, dextrina. Adesivos minerais - silicato, asfalto, betuminoso. As resinas sintéticas são a matéria-prima para a produção de adesivos sintéticos. Os adesivos sintéticos são soluções de polímeros naturais modificados ou sintéticos em água ou álcool. Por reatividade, os adesivos são divididos em adesivos termofixos, termoplásticos e adesivos de dispersão. Por sua vez, os adesivos termofixos são divididos em: melamina, epóxi, resol, poliuretano, poliéster, uréia-formaldeído, fenol-formaldeído. К adesivos termoplásticos incluem: pele, osso, adesivos hot melt, nitrocelulose, acetato de polivinila, cloreto de polivinila, etc. Adesivos de borracha alocados a uma classe independente de materiais adesivos. Estes incluem adesivos de látex e borracha. Os adesivos são amplamente utilizados na produção de móveis, na fabricação de calçados e na construção civil. Na construção, os adesivos são usados para fixar diversos materiais de acabamento, para estruturas de construção. Diversos adesivos são utilizados nas indústrias aeronáutica e automotiva, na decoração de vagões ferroviários de passageiros e metrôs. Os adesivos são monocomponentes, fornecidos prontos, e multicomponentes, que são preparados principalmente no ponto de consumo (em particular, cola epóxi). Os materiais adesivos são divididos de acordo com os materiais a serem colados: sapato - para colar couro, borracha, substitutos de couro; para unir metais e não metais; tecidos de isolamento térmico e colagem dos mesmos a outros materiais; polímeros, para colagem de madeira, na fabricação de compensados, etc. Todos os adesivos estão sujeitos aos seguintes requisitos: garantir uma elevada resistência das juntas adesivas; alta estabilidade e viabilidade durante o armazenamento; alta umidade, resistência à água; não toxicidade; retenção da resistência mecânica ao longo do tempo. Na produção de móveis, a resistência da junta adesiva é determinada testando a junta adesiva durante o lascamento. De acordo com as especificações para a fabricação de móveis, os materiais adesivos devem fornecer uma resistência ao cisalhamento ao longo da camada adesiva em estado seco ao enfrentar pelo menos 1 MPa, em outros casos - pelo menos 2 MPa. Resistência à água de adesivos - o requisito mais importante para quase todos os adesivos. De acordo com este indicador, os adesivos são divididos em à prova d'água, maior resistência à água, resistência limitada à água e não resistente à água. Os adesivos à prova d'água são principalmente sintéticos, limitadamente à prova d'água - caseína, não à prova d'água - glutinoso. 2. Adesivos termofixos sintéticos Adesivos termofixos sintéticos são curados por reações de policondensação ou polimerização a temperaturas relativamente altas (até +100 °C) na maioria dos casos. Na indústria de marcenaria e na produção de móveis, são amplamente utilizados adesivos de colagem a quente de uréia-formaldeído dos seguintes graus: KF-Zh na produção de móveis; adesivos semelhantes KF-B (cura a +100 °C por 25-40 s), adesivo de carbamida-doformaldeído importado "Kleiberit 871" produzido pela empresa alemã Kleiberit prensagem a quente para colagem de compensados e faces de revestimento. Os adesivos de cura a quente incluem adesivos das seguintes marcas: VK-32-EM, D-15, D-23, D-43, que são usados para colar metais e embalagens de vidro. Na produção e construção de móveis, são utilizados adesivos sintéticos termofixos, como fenol-formaldeído и resorcinol formaldeído. Esses adesivos são usados no modo de cura a frio ou a quente com temperatura de aquecimento de +60-80 °C. Estes incluem adesivos das marcas SFZh, FR-12, FR-100, DFK-1AM, etc. Os adesivos listados são utilizados na produção de móveis ao colar madeira com metais e plásticos, na construção civil na fabricação de portas, blocos de janelas, etc. .; seu tempo de cura a uma temperatura de +20 ° C - de 5 a 25 horas. Amplamente utilizado em várias indústrias adesivos de acetato de polivinila de fenol BF-2, BF-4, BF-6: BF-2 e BF-4 cola madeira, poliestireno, metais, vidro, cerâmica. Em grande demanda entre os diferentes consumidores são adesivos epóxi fenólicos graus FE-10 e FR-10, que são usados para colar metais, diversos plásticos e outros materiais em estruturas que operam em temperaturas de até +250 °C. Fornecer alta força de ligação, umidade e resistência química adesivos epóxi feito à base de resinas dianova, ED-20, ED-22, ED-16 e E-40; bem como adesivos dos graus K-160, K-176 à base de resina epóxi modificada, que são usados para colar plásticos; colagem de elementos de madeira e plástico em superfícies lacadas. Com base na resina epóxi modificada, são feitos os adesivos PED e PED-6, que são usados para colar madeira com plásticos, fixar plástico de cloreto de polivinila à superfície de estruturas de edifícios de metal e concreto armado. A indústria russa produz alta qualidade adesivos de poliuretano graus PU-2, PU-2M, PU-UV, VK-5 VK-11, que são usados para colar vidro, cerâmica, madeira, metais, plásticos reforçados, vários materiais poliméricos. A empresa alemã Kleiberit fabrica o adesivo PU-501, que está em alta demanda devido à sua máxima eficiência na colagem de placas de construção mineral, materiais cerâmicos, colagem em camadas de madeira, etc. A mesma empresa produz um adesivo de poliuretano de dois componentes PU para prensagem de membrana , enquanto aumentou a resistência ao calor, umidade e resistência ao vapor. 3. Adesivos termoplásticos sintéticos Além dos adesivos termofixos, em diversos setores da economia, incluindo construção e produção de móveis, são amplamente utilizados os adesivos termoplásticos sintéticos, que são utilizados na forma de dispersões, soluções e adesivos hot melt: na colagem de poliestireno expandido, peças de madeira com polivinil espuma de cloreto; na produção de todo o tipo de acabamentos. A diferença entre adesivos termoplásticos e adesivos termofixos é que eles retêm a estrutura linear das cadeias de macromoléculas no sistema adesivo, e a colagem é realizada sem reações químicas. Adesivos termoplásticos são divididos em acetato de polivinil, adesivos hot melt, cloreto de polivinil, poliamida metinol, polimetil metacrilato, nitrocelulose A desvantagem desses adesivos é sua baixa resistência ao calor - a uma temperatura de +40 ° C eles começam a amolecer e a + 60-70 °C a resistência da junta adesiva diminui acentuadamente. O adesivo de acetato de polivinila na forma de dispersões é produzido nas seguintes marcas: PVA, D 50 N, D 5 ° C, D 50 V, etc. A cola PVA mais comum, usada na produção de móveis e na vida cotidiana para colar filmes materiais de acabamento para várias superfícies, cola produtos de madeira, papel, papelão, vidro, porcelana, couro, etc. Por muitos anos, uma cola sintética como CMC - carboximetilcelulose de sódio técnica, sal de sódio de celulose de ácido glicólico, obtida pela reação de celulose alcalina com monocloroacetato de sódio ou ácido monocloroacético, tem sido usada em grandes volumes na construção e na vida cotidiana, ou seja. CMC - um produto do processamento químico da pasta de madeira. As vantagens do CMC usado como aglutinante são as seguintes: mistura-se bem com pigmentos, não altera sua cor, assim como com amido, dextrina; emulsiona óleo de secagem e alguns vernizes; tem estabilidade biológica (quase não apodrece). Nos últimos anos, vários adesivos termoplásticos sintéticos de alto desempenho fabricados pela empresa alemã IGeiberit têm sido utilizados na produção e construção de móveis, das seguintes marcas: "Kleiberit 303" - à base de dispersão de acetato de polivinila, projetado para colagem (quente e frio) madeira dura e tropical, tábuas laminadas, juntas cravadas; cola de montagem "Kleiberit Euroleim-300" - aplicação universal, à base de dispersão de acetato de polivinila; usado para colagem de caixas, placas laminadas, placas de MDF, etc.: adesivos "Tempo-305", "Tempo-332", "Tempo-338", "Tempo-347" - todos à base de dispersão de acetato de polivinila; usado para colar camadas de plástico polímero laminado, laminados. A mesma empresa (Kleiberit) produz adesivos hot melt de alta qualidade de vários graus: SK-774.4; SK-774.8; SK-777; SK-779.6; SK-779.7; SK-782.1 (todos na forma de grânulos). Eles amolecem em temperaturas de +105 °C a +115 °C; aplicado em temperaturas de +200 a +240 °C; são usados na produção de móveis para colar folheados, elementos decorativos, materiais de filme, ao enfrentar peças de perfil e bordas. 4. Adesivos de borracha Na construção, na produção de calçado e mobiliário durante muitos anos no final do século XX e início do século XXI. adesivos de borracha amplamente utilizados, fabricados com base em látex natural ou sintético e soluções à base de compostos de borracha. Os mais comuns são os adesivos de látex à base de copolímero de divinil com metil metacrilo e policloropreno - graus KL-1, KL-2, KL-3, que são utilizados no revestimento de peças de painéis com folheado de madeira, filmes à base de papel e cloreto de polivinila. Por muitos anos, o conhecido adesivo "Bustilat" tem sido usado na construção, contendo até 41 partes em massa de látex SKS-65 GP; é aplicado a um adesivo de linóleos, materiais têxteis e muitos outros materiais. Adesivos de látex boa adesão de vários materiais com superfícies porosas. Na produção de calçados e móveis, bem como na vida cotidiana, os adesivos de borracha são utilizados em grande variedade e quantidade, obtidos a partir de soluções de borrachas naturais e sintéticas em solventes orgânicos. Vários modificadores, antioxidantes, plastificantes, endurecedores são adicionados a esses adesivos. Os solventes são acetona, acetato de etila, tolueno, metil eticetona, etc. Esses adesivos são usados para colar espuma de poliuretano, borracha esponjosa entre si, bem como para colar em madeira, papelão, fibra de madeira e outros materiais. Na produção de calçados, no conserto de calçados em oficinas, ateliês e em casa, bem como na produção de móveis, os adesivos nairíticos são usados constantemente e em grande quantidade. Os adesivos de nairita mais utilizados (por muitos anos) dos graus: 88N, 88NP 88NP-35 e NT, usados no método de colagem a frio. Os adesivos mais comuns e mais usados são 88N e 88NP, projetados para colar vários materiais de calçados (couro natural e artificial, tecidos, plásticos), bem como para colar borracha, plásticos de espuma, tecidos entre si e para colá-los em metal , concreto, madeira . Os adesivos 88NP-43 e 88NP-130 são usados para colar borracha e espuma de borracha em metal, materiais de revestimento e piso em madeira e materiais de espuma rígida. A indústria russa produz toda uma gama de adesivos de cloro-irita à base de borracha de cloropreno clorada e nairita. Destes, a cola da marca KS-1, consistindo de nairita grau A, nairita clorada, óxido de magnésio, óxido de zinco e difenilguadina, tornou-se difundida. Esses adesivos são usados nos mesmos casos que os adesivos do grupo 88H. Por muito tempo (mais de 30 anos), os mastiques de borracha adesiva KN-2 e KN-3 têm sido usados na construção, que são uma massa homogênea tipo pasta viscosa contendo borracha de cloropreno, resina de indencumarona, cargas e solventes. Mastic KN-2 destina-se à colagem de linóleo de borracha e telhas e placas de borracha. Mastic KN-3 é usado para colar revestimentos com uma camada porosa, nitrolinóleo, molduras de perfil. Os mastiques de borracha adesivos são inflamáveis e explosivos, assim como materiais tóxicos. 5. Adesivos de proteínas Na segunda metade do século XX. amplamente utilizado na construção adesivos de proteína - mezdrovy, osso e caseína. Eles também foram usados na indústria de móveis. Na construção, esses adesivos foram utilizados para preparar várias composições de tintas, na produção de móveis - para colar madeira. A caseína é uma substância protéica que é secretada na forma de massa de coalhada durante o azedamento do leite. Para obter cola, um pouco de álcali é adicionado à água em que está a caseína (em pedaços): soda, potássio ou amônia. Sob a ação do álcali, a caseína se dissolve e depois de uma hora se transforma em cola, que, em combinação com a cal, dá uma tinta indelével (se também for adicionado um pigmento corante). Lançamentos do setor cola de caseína na forma de pó com a adição dos componentes necessários - duas marcas: "Extra" (B-107) e "Ordinária" (OB). As colas de caseína fornecem conexões suficientemente fortes e elásticas - a resistência da colagem da madeira não é inferior a: para cola "Extra" - 10,6 MPa, para cola "Comum" (OB) - 7,5 MPa. Os adesivos de caseína são utilizados na produção de móveis para colagem de chapas grossas na fabricação de painéis de móveis, para colagem de madeira, papel laminado decorativo. As proteínas incluem adesivos de colágeno - mezdrovy e osso, em que o adesivo é uma proteína - colágeno, contido nos tecidos conjuntivos e ossos de organismos animais. Na água fria, o colágeno incha e, quando aquecido, passa para uma nova substância - o glutin, que tem as propriedades da cola. Cola de pele subdivididos em sólidos e galerias. A cola de couro sólido é produzida por ladrilhos, flocos, lascas, trituradas e granuladas. A cola de couro é obtida pela fervura de resíduos de proteínas de curtumes e fábricas de matérias-primas de couro com água, seguida de secagem. (Mezdra é a camada subcutânea da pele de um animal.) A cola Mezdra é usada na construção e na produção de móveis. cola de osso (colágeno) é produzido a partir de ossos de animais desengordurados e polidos. Essa cola é produzida em vários tipos: galerta (geleia de cola), telha, granulado triturado e floco. Todos os tipos de cola óssea são divididos em graus: o mais alto, 1, 2 e 3º. Ferver os ossos primeiro forma um caldo fino, que é então evaporado para uma geléia amarela ou marrom escura. Essa cola é chamada de cozinha. As soluções de cola à base de cola de osso podem apodrecer depois de um tempo, então são injetadas com um dos antissépticos, como fenol ou formalina. No trabalho de pintura, a cola de osso é usada para a preparação de composições de tinta, primers, massas, pastas lubrificantes. Atualmente, os adesivos proteicos são produzidos em pequenas quantidades e têm uso limitado, pois foram substituídos por adesivos sintéticos que apresentam 100% de estabilidade biológica, alta resistência à umidade e ao calor e baixa retração à secagem. Os adesivos de proteínas não possuem essas qualidades. 6. Filmes e fitas adesivas Na indústria da marcenaria e na produção de móveis, nas últimas duas décadas, têm sido amplamente utilizados filmes e fitas adesivas, que possuem uma camada adesivo pegajoso que retém a viscosidade por um longo tempo. Quando aplicadas na superfície de qualquer material, essas fitas e filmes aderem a ele quando pressionados. Filmes e fitas adesivas são baseados nos seguintes materiais: Papel sulfito pesando 20 g/m 2, polietileno, celofane, tecido, policloreto de vinila plastificado, etc. Vários elastômeros e polímeros com vários aditivos são usados para aplicar uma camada adesiva à base. Os seguintes são mais amplamente utilizados na marcenaria e na fabricação de móveis de madeira. filmes e fitas adesivas: 1) filme de baquelite (GOST 2707), utilizado para colagem de compensados de aviação, decorativos e de bétula, blanks de móveis; colado a uma temperatura de + 150-155 ° C e uma pressão de 2-2,5 MPa; 2) fita adesiva (GOST 18251), projetada para colar tiras de folheado em folhas de comprimento total; antes do uso, o revestimento da fita é umedecido; 3) fita adesiva de papel (TU 13-7309005-669-88). É utilizado para aplicação no material da borda durante sua fabricação e para proteção da borda da blindagem durante seu acabamento; 4) fita adesiva LPLO-M (TU OP 13-64-37-83). Projetado para colar as extremidades dos rolos de papel durante o recarregamento, quebra de fixadores nas mangas de enrolamento durante o processo de impregnação; 5) fitas adesivas LT-38, LT-50 à base de polímero. Eles são usados para proteger o material das bordas de respingos de vernizes e tintas no acabamento de painéis de móveis, bem como para proteger as bordas de impactos mecânicos durante o transporte. Essas fitas (adesivas) são um filme de base polimérica com espessura de 35-50 mícrons, sobre o qual é aplicada uma fina camada adesiva. PALESTRA Nº 16. Materiais de acabamento 1. Nomeação de materiais de acabamento. Materiais para preparação de superfície para acabamento O objetivo dos materiais de acabamento é proteger edifícios, várias estruturas e móveis das influências ambientais ou melhorar a aparência, bem como aumentar a vida útil. Na construção, para decoração exterior de edifícios e estruturas (no exterior), reboco, revestimento com mármore, granito, cerâmica, tijolos decorativos, modelagem, pintura decorativa. Os mesmos materiais são usados na decoração de interiores (interior) como no exterior, bem como papel de parede, linóleo, marcenaria, materiais sintéticos (plásticos). Na produção de móveis, para revestimentos protetores e decorativos, utiliza-se uma grande variedade de materiais de acabamento, que são divididos de acordo com sua finalidade em grupos principais: para preparação da madeira antes da aplicação de tinta e verniz; para criar uma camada de tinta; auxiliar. Primers - são composições que incluem pigmentos, cargas e aglutinantes, que diferem das composições de pintura em um menor teor de pigmentos. O objetivo dos primers é igualar a capacidade de "puxar" da superfície, para tornar sua porosidade igual. Para a produção de móveis, os primers são utilizados na forma de soluções de resinas, nitrocelulose e plastificantes em uma mistura de solventes. Na construção são utilizadas as seguintes marcas de primers: glyptal GF-032, GF-020 e outros; perclorovinil XB-050, XB-785, acetato de polivinil VL-02, VL-02A, VL-023A. Os primers para produção de móveis são utilizados nos seguintes graus: NK, BNK, PE-0155, etc. Massas de vidraceiro - São misturas espessas e viscosas na forma de pastas, constituídas por pigmentos e cargas em um aglutinante. Servem para preencher irregularidades e corrigir defeitos na superfície pintada. As seguintes massas são utilizadas na construção: MS-006 - alquídico-estireno; perclorovinil - XB-004, XB-005, etc.; acetato de polivinilo; epóxi EP-0010, etc. Uma grande variedade de massas é usada na produção de móveis: massas de poliéster - P7-0025, P7-0059; epóxi - EP-0010; perclorovinil - XB-004, XB-005; massas de verniz à base de óleo e vernizes alquídicos - nº 175, LSh-1, LSh-2; massas adesivas, que são preparadas no ponto de consumo. Enchimentos e composições de enchimentos aplicados sob revestimentos transparentes, enquanto ajudam a reduzir o consumo de tintas e vernizes e reduzem a subsidência do revestimento. As seguintes cargas são utilizadas na construção e produção de móveis: KF-1, similar - KF-2, KF-3, KF-4; enchimentos TMB-1, TMB-3, TMB-4 são pastas de um componente que não contêm óleos vegetais. Os corantes na construção civil e na produção de móveis são utilizados de diversas formas: corantes (sintéticos, ácidos e naturais); porenbeytsy - tintas e vernizes líquidos para tingir madeira; mordentes (produtos químicos - ferro, sulfato de cobre, etc.). Pigmentos - pós finamente divididos de várias cores - são usados em uma mistura com uma solução de uma composição formadora de filme que fixa o pigmento em pó na superfície. 2. Lacas e polimentos para acabamentos claros Vários vernizes e vernizes são amplamente utilizados na produção e construção de móveis. Sorte são soluções de substâncias filmogénicas naturais ou sintéticas em solventes orgânicos ou água, que após a secagem formam uma película homogénea sólida transparente com boa adesão ao material a ser aparado. As lacas são divididas em álcool, nitrocelulose, poliéster, uréia-formaldeído, bem como vernizes que formam filmes devido ao processo conjunto de evaporação de solventes e reações químicas; vernizes de óleo (têm uso limitado - devido à duração da secagem e à falta de óleos). ° »» »» »» »» »» » - são soluções de resinas - breu, copal, gliftálico em óleos - linhaça, cânhamo, tungue e seus solventes - terebintina, xileno, aguarrás, etc. com adição de dessecantes (para acelerar a secagem do verniz). Amplamente utilizado em vários setores da economia, incluindo fabricação de móveis e construção civil, vários tipos de vernizes alquídicos de uréia: MCH-52, MCH-270, ML-2111 - para móveis, esquis, instrumentos musicais; ML-2111 PM - para acabamento de materiais de filme. Atualmente, eles são amplamente utilizados na indústria de móveis e construção. vernizes nitrocelulósicos de alta qualidade, fabricado pela empresa alemã Herberts: cellonite D-1009, D-1013. Nitro-lacas têm viabilidade ilimitada, eles são bastante avançados tecnologicamente. As empresas nacionais produzem nitrovernizes aplicados a frio das marcas NTs-218, NTs-221, NTs-222, NTs-224, que formam revestimentos transparentes e brilhantes na superfície, com exceção do verniz NTs-243, que forma sedoso fosco transparente revestimentos. Nos últimos anos, os vernizes de poliuretano "Contracid D-3010", produzidos pela empresa alemã Herberts, têm sido usados para acabamentos de alta qualidade, incolores, usados para revestir pisos de tacos e tábuas, acabamento de produtos de banheiro, móveis de cozinha e escritório. forma revestimentos altamente resistentes ao desgaste, à luz, químicos e à umidade. O PF-283 (uma solução de resinas alquídicas) é mais comumente usado para revestimentos internos em metal, madeira clara, móveis e tintas a óleo claras, para carros e vagões ferroviários. Amplamente utilizado na indústria de móveis vernizes diferentes tipos: polidores de álcool e nitro, que penetram mais profundamente que os vernizes na madeira e formam películas muito finas com brilho e elasticidade, ao mesmo tempo que permitem revelar claramente o grão da madeira. Os polidores são soluções de baixa concentração de corpos de polimento. Polidores de álcool - uma solução de resina de goma-laca em álcool etílico, o polidor de goma-laca mais comum - solução de goma-laca a 10-20% de álcool (produzida sob o número - 13, 14, 5 e 16), usada para polir filmes de goma-laca, nitrocelulose e óleo. Nitropolidores são usados para polir revestimentos de nitro-laca após nivelamento e retificação. Na maioria das vezes, o nitropolo NTs-314 produzido domesticamente é usado. 3. Tintas e esmaltes para acabamentos opacos Uma variedade de tintas e esmaltes são amplamente utilizados para acabamento opaco de diversas superfícies na construção civil, na produção de móveis e em quase todos os setores da economia como um todo. Pintar são feitos na forma de uma mistura de pigmentos e cargas finamente divididos com uma solução de substâncias formadoras de filme. Dependendo da finalidade, o tipo de substância formadora de filme, pigmento e carga, óleo pronto para uso, alquídica, silicato, organossilicato, à base de água, perclorovinil, cimento e outras tintas são produzidos em uma variedade de cores. As tintas, dependendo da finalidade, são produzidas para uso externo e interno. Para trabalhos externos - pintura de tijolos, concreto, reboco e outras superfícies externas porosas, superfícies metálicas com primer, bem como revestimentos antigos - são utilizadas tintas à base de água à base de dispersões aquosas de polímeros sintéticos dos seguintes graus: E-AK-111, E-VA-17, E-VS-114, E-KCh-112. A fábrica de Moscou "Svyatozar" (tintas e vernizes), desde 1990, produz tintas de alta qualidade: fachada "Svyatozar-15" - acrílico, fosco, branco (tingido em tons pastel). Nos últimos anos, muitas tintas importadas foram fornecidas à Rússia da Finlândia (TIK-KURILA), Alemanha (JOBI, KIMEG) e Grã-Bretanha (HAMMERITE). Atualmente, as seguintes tintas domésticas são amplamente utilizadas: tintas a óleo MA-15 (todas as cores), tintas à base de água VDAK-2180, tintas para fachadas - KhV-161, VDAK-1180, KO-815, KO-868, AK- 124, tintas para marcação rodoviária - AK-591; bem como PF-115, VDVA-201, NTs-132, ML-12, VDKCH-224, VD-205, VA-17 - para uso externo e interno. Esmalte são suspensões de pigmentos em vernizes com adição de plastificantes e dessecantes, são utilizados da mesma forma que as tintas para trabalhos exteriores e interiores em metal, madeira e gesso. Os esmaltes diferem das tintas por seu maior teor de substâncias formadoras de filme, o que fornece revestimentos com qualidades decorativas superiores. Os esmaltes são produzidos pela indústria na forma acabada dos seguintes graus: óleo, óleo-gliftálico - GF-1426, GF-230, etc.; pentaftálico - PF-223, PF-115, PF-266, etc.; nitrocelulose (secagem rápida, amplamente utilizada na produção de móveis) - NTs-132, NTs-25, NTs-11A, NTs-257, NTs-257, NTs-251, NTs-273, etc.; esmaltes de poliéster - PE-225, PE-276, V-PE-P79, etc. Perclorovinil dar revestimentos resistentes à ação de reagentes químicos e fenômenos atmosféricos (incluindo chuva ácida), - XB-124. Os esmaltes a óleo-gliftálico e a óleo são usados para decoração de interiores de instalações, escritórios, produtos de metal e madeira usados em ambientes internos. Esmaltes pentaftálicos são suspensões de pigmentos em verniz pentaftálico com adição de um dessecante e solventes, destinadas à pintura de superfícies metálicas e de madeira que não são expostas às influências atmosféricas, são amplamente utilizadas na construção civil. 4. Óleos de secagem Óleo de secagem é um líquido oleoso, que, depois de aplicado na superfície, seca, formando uma forte película elástica impermeável. O óleo de secagem é produzido pelo processamento de óleos vegetais secantes ou semi-secantes, gorduras e produtos orgânicos que não contêm resinas de verniz. Os óleos de secagem são divididos em quatro tipos: naturais, compactados, combinados, sintéticos. Óleos naturais de secagem obtido pelo processamento (cozimento) de óleos vegetais a uma temperatura de + 200-300 ° C, adicionando ao óleo um dessecante, por exemplo, óxidos, peróxidos e sais de chumbo, cobalto, manganês. O óleo de cozinha e a adição de um dessecante aceleram a secagem (endurecimento) dos filmes após a aplicação da tinta na superfície. Os óleos secantes compactados ou semi-naturais são o produto da compactação de óleos vegetais por oxidação, polimerização ou oxipolimerização, que é então diluída com um solvente. Na produção desses óleos secativos, são alcançadas economias significativas de óleo (até 45%). Óleo de secagem combinado obtidos a partir de óleos secantes e semi-secos, que são submetidos a polimerização e desidratação; também é utilizada uma mistura de óleos polimerizados e desidratados, principalmente para a preparação de tintas espessas. Óleos de secagem sintéticos são feitos de resinas sintéticas (polímeros) ou óleos diversos por tratamento térmico e químico. Esses óleos secantes, após serem aplicados na superfície, endurecem, formando uma película fina. O tipo mais importante de óleos secantes sintéticos são os óleos secantes alquídicos (gliftálicos, pentaftálicos). Os óleos de secagem sintéticos são usados para a preparação de tintas a óleo ralada grossa e prontas para uso. Esses óleos secantes contêm 50% de resina alquídica e 50% de óleo secativo. Óleos naturais de secagem de linho e cânhamo produzido a partir de óleo de linhaça ou cânhamo com adição de aceleradores de secagem - secantes de manganês, chumbo e cobalto. Os óleos de secagem naturais de linho e cânhamo são usados \uXNUMXb\uXNUMXbpara a fabricação e diluição de tintas grossas, bem como um material independente para pintura. Óleo secante semi-natural oksol é uma solução de óleo vegetal oxidado e dessecantes em white spirit. Dependendo das matérias-primas utilizadas, é produzido em dois graus: "B" - a partir de óleos de linhaça e cânhamo; "PV" - de óleo de girassol, soja, cártamo, milho, uva. As tintas a óleo usadas para trabalhos externos e internos são feitas a partir de óleo secante de grau "V", e os graus "PV" são usados para tintas usadas apenas para trabalhos internos, com exceção de pisos. Óleo de secagem polimerizado - substituto do óleo secante natural; obtido pela compactação do óleo de linhaça aquecido e depois pela adição de solvente e dessecante. É utilizado para diluir tintas de ralo grosso para pintura exterior e interior em metal, madeira e gesso em edifícios e estruturas de primeira e segunda classes. O óleo secante gliftálico também é utilizado em trabalhos de acabamento, que é produzido pela interação de óleos vegetais, glicerina e anidrido ftálico na presença de um dessecante, diluído com tintas raladas grossas destinadas à pintura de interiores e exteriores em metal e madeira . PALESTRA Nº 17. Pisos 1. Tipos de pisos O dispositivo e o tipo de piso na construção de vários edifícios e estruturas são determinados pelos códigos e regulamentos de construção (SNiP). Dependendo da finalidade dos edifícios e estruturas, os pisos dentro deles - nas instalações podem ser muito diversos: madeira, polímero, cerâmica, vidro e escória, asfalto, concreto com revestimento em mosaico de lajes do tipo Breccia. A brecha é uma laje de 400 x 400 mm ou 500 x 500 mm feita de fragmentos de mármore, granito, cerâmica em uma base adesiva epóxi. Nas oficinas mecânicas das empresas, onde operam carros auto ou elétricos que transportam mercadorias diversas, os pisos asfálticos são cobertos por cima com chapas metálicas perfuradas ou corrugadas de 500? 500 milímetros ou menos. Nas instalações de produção de várias empresas, os pisos de mosaico também são instalados com lascas de mármore à base de argamassas especiais de cimento. Esses pisos, após a secagem da solução no componente migalha, são lixados usando moedores especiais. Além disso, em edifícios públicos e oficinas auxiliares de várias empresas, são usadas lajes de vidro-sílica, cristalito de vidro e escória de vitrocerâmica para pisos. Tais pisos são caracterizados por alta decoratividade, durabilidade, resistência a álcalis e ácidos. Nas lojas de várias indústrias químicas, estão sendo equipados pisos multicamadas com revestimentos resistentes a ácidos e álcalis. A camada inferior é um revestimento de poliisobutileno ou placas de borracha com propriedades especiais (resistente a ambientes agressivos), e a camada superior é de ladrilhos cerâmicos resistentes a ácidos colocados com soluções especiais. Ladrilhos cerâmicos decorativos de vários tipos são utilizados em todos os lugares na construção de pisos em instalações sanitárias, banhos, lavanderias, vestíbulos e halls de vários edifícios. O uso de ladrilhos cerâmicos para pisos garante operação a longo prazo, reduz o custo de reparos (apenas partes dos pisos danificadas durante a operação são alteradas). Os pisos feitos de ladrilhos cerâmicos também têm qualidades como: resistência à água, resistência a ácidos e álcalis, boa resistência à abrasão, fácil de limpar, soluções desinfetantes podem ser usadas, vários padrões (ornamentos) são formados. Nos últimos anos, vários revestimentos poliméricos têm sido amplamente utilizados na disposição de pisos: linóleo, ladrilhos poliméricos, tapetes sintéticos, revestimentos poliméricos sem costura autonivelantes. Pisos de polímero no volume total de pisos perfazem 40%, são instalados em edifícios públicos, instalações auxiliares de várias indústrias, às vezes em escritórios, escritórios, apartamentos. De acordo com os códigos de construção existentes, os pisos de madeira são colocados em escolas, instituições infantis e médicas e em edifícios residenciais. Esses pisos são feitos com tábuas de assoalho, tábuas de assoalho e produtos de parquet. Nos últimos anos, os pisos de parquet tornaram-se amplamente utilizados na construção privada, em escritórios na forma de placas de parquet de peças, placas de parquet, painéis de parquet; com mosaico e desenho artístico e decorativo. 2. Materiais e produtos para pisos de madeira Durante muito tempo, na construção de edifícios residenciais, vários edifícios e estruturas foram dispostos pisos de tábuas, para os quais foram utilizados principalmente produtos feitos de carvalho, faia, bordo, freixo, larício, abeto, pinho, etc. madeira não é permitida. Antes do advento das máquinas para trabalhar madeira, tábuas e blocos de madeira eram simplesmente encaixados. Então, após a invenção das máquinas-ferramentas, os materiais para pisos começaram a ser processados \u1b\uXNUMXbpor fresamento. Para um ajuste confortável das tábuas do piso - as laterais frontais - sua parte inferior já é feita em XNUMX mm, e em uma borda há uma ranhura, na outra - um pente. 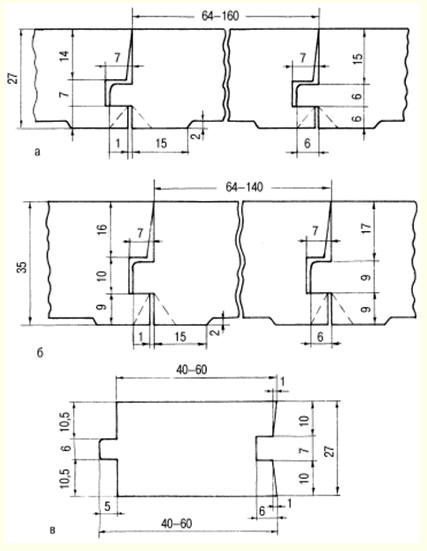 Arroz. 11. Placas para piso: a - DP-27; b - DP-35; c - barra BP-27 As tábuas de chão são feitas de três tipos - o primeiro, o segundo e o terceiro. As tábuas de piso do terceiro tipo geralmente têm uma espessura de 37? 40 mm e são utilizados na colocação de pisos de madeira em edifícios industriais, pavilhões desportivos e outras instalações com maior carga nos pisos. Em edifícios residenciais, placas de piso com espessura de 25? 35 mm, que são colocados em barras transversais (madeira) - toras de tamanho 40? 40mm ou 50?? 50 milímetros. A madeira de que são feitas as tábuas e as barras é previamente submetida a antisséptico e impregnação com compostos de combate a incêndio (retardadores de chama). em câmaras de aquecimento especiais a uma temperatura de + 100 ° C ou uma preparação altamente eficaz "Ermit" é usada (fornece proteção contra influências biológicas e resistência ao fogo da madeira por 20 anos). Os seguintes requisitos são impostos às tábuas e barras do piso: umidade 12? 3%, a rugosidade das superfícies frontais para um acabamento transparente - não inferior a 80 mícrons, para um acabamento opaco - não inferior a 200 mícrons e para superfícies não faciais - não inferior a 50 mícrons. A contabilização de materiais de madeira para pisos é realizada em metros cúbicos, enquanto sua largura é medida sem levar em consideração a altura da cumeeira. 3. Materiais e produtos para pisos em parquet Nos últimos anos, aumentou o uso de peças, parquet de mosaico, tábuas de parquet, tábuas de parquet na construção privada (chalés, mansões, casas de veraneio) e nas encomendas de reparos de pisos em edifícios em operação. Na construção em série, o parquet raramente é utilizado devido ao alto custo e à laboriosidade da obra. Os pisos de parquet são geralmente colocados em instalações residenciais, edifícios públicos, instalações auxiliares de empresas industriais. Bloco parquet é uma prancha de carvalho e madeira tropical (grau A), bem como faia, olmo, freixo, bordo, castanheiro, carpa, larício (grau B). A marca A corresponde à categoria mais alta e a marca B - à primeira. Parquet em mosaico É feito na forma de escudos, subdivididos em dois tipos (de acordo com o método de fixação das ripas na base): 1) P1 - as tábuas são coladas com a face frontal no papel, que é retirada após o piso de parquet; 2) P2 - as tiras são coladas com o verso a um material elástico (isolante térmico e acústico) biorresistente. que permanece na estrutura do piso após o piso em parquet. Este tipo de parquet também é subdividido em classes A e B, dependendo da categoria de qualidade, espécie de madeira e processamento da prancha. A espessura das pranchas de parquet de mosaico de madeira dura é de 8 mm, de madeira macia - 10 mm. Comprimento das pranchas de parquet - de 100 mm a 230 mm, largura - de 20 a 30 mm. Piso em parquet às vezes eles são feitos de tábuas de parquet, que, dependendo do design da base, são divididas em três tipos: 1) PD1 - com uma base de ripas de camada única digitadas em quadrados ou retângulos localizados mutuamente perpendiculares; 2) PD2 - com base de camada única composta por ripas montadas no sentido do eixo longitudinal da placa de parquet; 3) PD3 - com uma base de duas camadas de duas camadas de ripas ou ripas e folheados colados entre si, colocados em uma direção mutuamente perpendicular. As placas de parquet consistem em uma base na forma de ripas e uma cobertura de pranchas de parquet ou folheado. As dimensões das pranchas de parquet na placa (revestimento) são as seguintes: comprimento - de 150 a 207 mm, largura - de 20 a 50 mm; espessura - 6 mm. Para o dispositivo de pisos de parquet, muitas vezes são usadas placas de parquet, que têm dimensões: de 400? 400mm a 800? 800 mm, espessura de 22 a 40 mm. Estas placas consistem em uma base na qual as pranchas de parquet são coladas de acordo com um padrão específico. Nas bordas das placas de parquet, são feitas ranhuras para sua conexão com buchas. As pranchas de parquet nesses painéis têm as seguintes dimensões: comprimento - de 100 a 400 mm, largura - de 20 a 50 mm, espessura - 6 mm. Nos últimos anos, o parquet artístico tem sido usado para acabamento de pisos em salões VIP, escritórios, casas de campo, mansões, vilas - como uma espécie de parquet de painel. O parquet artístico é feito de duas maneiras principais: "marchetaria" - quando o padrão é coletado de pranchas individuais, de cores e texturas diferentes, bem ajustadas umas às outras; "intarsia" (embutimento) - fragmentos individuais de madeira de outras espécies com diferentes texturas e cores são inseridos no fundo principal da camada frontal de madeira. 4. Materiais e produtos poliméricos para pisos Por várias décadas, no arranjo de pisos em edifícios públicos, instalações auxiliares de empresas industriais, materiais e produtos poliméricos têm sido amplamente utilizados - na forma rolou (linóleo, pisos sintéticos de todos os tipos), telhas, folhas, bem como mastiques, composições de polímero-cimento e polímero-concreto. O mais amplamente utilizado para o arranjo de pisos é o linóleo de cloreto de polivinila. O linóleo, dependendo da estrutura, é produzido pela indústria em três tipos: "MP" - multicamadas com camada frontal de filme transparente de cloreto de polivinila com padrão impresso; "M" - multicamada monocromática ou mármore; "O" - monocamada monocromática ou mármore; na forma de rolos de 12 m de comprimento, 1200-1400 mm de largura e 1,5 e 1,8 mm de espessura. Para pisos, o linóleo de cloreto de polivinila é freqüentemente usado como isolante térmico e acústico. Esse linóleo é usado para arranjo de pisos em salas onde não há exposição a materiais abrasivos (como areia), gorduras, óleos, água e soluções de materiais químicos agressivos. O linóleo de cloreto de polivinila na base tem duas camadas: a parte inferior é um material não tecido perfurado com agulha que serve como base isolante de calor e som, a parte superior é coberta com uma película frontal transparente de cloreto de polivinila com diferentes padrões ou uma cor; espessura total de 2 camadas - 3,6 mm, largura - 1350 mm, comprimento do rolo - 12 m. Ao instalar pisos em despensas de empresas industriais, o linóleo de borracha (relin) é frequentemente usado, multicamadas, feito de compostos de borracha à base de borrachas sintéticas, - uma cor ou várias cores, com um padrão, em rolos de 12 m de comprimento, 1000 mm de largura e mais, 3 mm de espessura. Este tipo de linóleo não encolhe durante a operação, é higiênico, aumenta a absorção de som. Há mais de meio século na construção, ao dispor pisos em edifícios industriais e públicos (em despensas), telhas de PVC, uma ou várias cores com uma superfície frontal lisa ou em relevo, tamanho 300? 300 mm de espessura 1,5 e 2,5 mm - quadrado ou trapezoidal. Nos últimos anos, para cobrir vários pisos (tábua, cimento) começaram a ser utilizados materiais sintéticos do tapete - sem fiapos e com pilha. O mais utilizado para organizar pisos em escritórios, casas de campo, mansões é tapete sintético, como uma pilha, cuja camada inferior é um forro de PVC e a camada superior é uma pilha de loop feita de fibras sintéticas ou uma mistura de fibras sintéticas e químicas. Este revestimento é produzido em rolos de 12 m de comprimento, 1,5-2 m de largura e 3-5 mm de espessura. Tapetes similares importados têm largura de 2, 3, 4 e 5 m. Na construção de empresas industriais por muitos anos, vários materiais poliméricos de mastique pastoso para pavimentos sem costuras (bases de betão ou betão armado). PALESTRA Nº 18. Materiais de construção 1. Materiais de pedra natural Materiais de pedra natural têm sido usados na construção desde tempos imemoriais. Os principais e amplamente utilizados materiais de pedra natural são areia (montanha e rio), cascalho, giz, caulim, pedra britada, que pertencem a materiais de pedra bruta Além dos materiais listados, materiais de pedra processada são usados na construção: pedras e blocos serrados para paredes, pedras, lajes e produtos de perfil com superfícies processadas de várias maneiras para revestimento externo e interno de edifícios e estruturas. De acordo com os códigos e regulamentos de construção existentes, os materiais de pedra natural são classificados de acordo com os seguintes critérios: densidade aparente - pesada - com densidade aparente superior a 1800 kg / m 3 e leve - menos de 1800 kg/m 3; por resistência à compressão - para graus: 4, 7, 10, 15, 25, 35, 50, 75, 100, 125, 150, 200, 300, 400, 500, 600, 800 e 1000 - respectivamente de 0,4 até 100 MPa . O material de pedra mais comum e usado na construção é a areia da montanha e do rio. Não menos amplamente utilizados na construção são materiais de pedra como giz e caulim. O giz é uma rocha sedimentar cuja composição química é carbonato de cálcio puro CaCO 3. Na indústria de construção e tintas, o caulim também é amplamente utilizado - produto da destruição de rochas contendo feldspatos. O Caulim é uma argila branca, quimicamente é um silicato de alumínio hidratado; adicionadas às cores contendo giz para melhorar suas qualidades técnicas e de pintura. Para a construção de estradas e na fabricação de produtos de concreto e concreto armado, utiliza-se constantemente e em grandes volumes brita dolomita ou granito, que é produto da destruição de rochas, na forma de pedras pequenas ou relativamente grandes (polidas com água). variando em tamanho de 5 a 75,0 mm, densidade média acima de 2 g/cm 3. O cascalho na resistência ao gelo é dividido em graus: Мrz 15, 25, 50, 100, 150, 200, 300. A pedra britada é constantemente e em grandes quantidades usada como agregado grande para concreto de concreto monolítico, pré-fabricado e produtos de concreto armado, bem como na construção de estradas - na forma de peças de pedra de formato irregular, variando de 15 mm a 150 mm. A pedra britada é natural (grama) e triturada. A pedra britada é obtida esmagando grandes pedaços de rocha em fábricas de brita. De acordo com a resistência ao gelo, a pedra britada é dividida nos seguintes graus: Mrz 15, 25, 50, 100, 150, 200, 300. A pedra de entulho é usada de forma semelhante à pedra britada - na construção de fundações, como enchimento de concreto de entulho na construção de estruturas maciças de concreto e concreto armado, na colocação e reparo de estradas. Os tamanhos dos pedaços de pedra entulho - de 150 a 500 mm. De acordo com a resistência ao gelo, a pedra de entulho é dividida em graus: Mrz 15, 25, 50, 100, 150, 200, 300. Na construção, vários materiais de parede de pedra são amplamente e em grandes volumes - tijolos, pedras, pequenos blocos e lajes, que são divididos em comuns, destinados ao assentamento de paredes externas e internas, e frontais, para revestimento de paredes. 2. Concreto O uso de vários tipos de concreto é uma parte importante da construção de várias instalações industriais e civis. O concreto é um material de pedra artificial obtido por moldagem e endurecimento de uma mistura de concreto que consiste em um aglutinante, água, agregados e aditivos especiais em uma determinada proporção. De acordo com o tipo de agregado, os concretos são: sobre agregados densos, sobre agregados especiais, sobre agregados orgânicos. Dependendo da densidade aparente, os concretos são subdivididos: especialmente pesados - com densidade superior a 2500 kg / m 3; pesado - 2000-2500 kg/m 3; leve - 1800-2200 kg/m 3; leve - 500-1800 kg/m 3. Os concretos leves são feitos dos seguintes tipos: em agregados porosos e artificiais; betão celular betão grosseiro poroso; especialmente leve - com densidade aparente inferior a 500 kg/m 3. O concreto é preparado diretamente nos canteiros de obras usando centrais de mistura de concreto de vários tamanhos. Para a fabricação de várias estruturas de concreto e concreto armado, são utilizados concretos pesados (estruturais), preparados sobre um aglutinante de cimento, agregados grandes e pequenos densos. Os concretos leves são preparados com aglutinante de cimento e agregado graúdo poroso ou agregado miúdo denso, e são utilizados em construções industriais, agrícolas e outras. Para concreto leve, são estabelecidas as seguintes classes e graus: classes de resistência para concreto estrutural - B2,5; B3,5; B5…B40; classes de resistência para concreto termoisolante - B0,35; B0,75; EM 1. Concretos leves incluem arbolite, feito em um aglutinante de cimento, agregados orgânicos e aditivos químicos Arbolite e produtos feitos a partir dele são destinados ao uso em edifícios para diversos fins com umidade relativa do ar interno não superior a 60% e na ausência de agentes agressivos meio (líquido e gasoso). Na construção, são frequentemente utilizados concretos celulares, que, dependendo da finalidade, são divididos em isolantes térmicos, estruturais isolantes térmicos e especiais, além disso, são divididos de acordo com o tipo de formação de poros em concreto aerado e espuma concreto. De acordo com as condições de endurecimento, os concretos celulares podem ser autoclavados e não autoclavados. Para concreto celular, são estabelecidas as seguintes classes e teores: classes de resistência à compressão - B0,35; B0,75; EM 1; B1,5; … EM 20; classes para densidade média - D300, D400, D500 ... D1200. Graus de concreto de silicato para densidade média - D1000, D1100, D1200 ... D2400. As fábricas de betão também produzem betão resistente ao calor destinado a produtos, estruturas e instalações que operam a temperaturas superiores a +200 °C. Para a fabricação de produtos e estruturas operando em diversas condições, exposição a ambientes agressivos, são produzidos concretos quimicamente resistentes à base de furano, furano-epóxi, uréia, resinas sintéticas acrílicas (concreto polímero) e vidro líquido de sódio ou potássio com aditivo polimérico ( concreto de silicato polimérico). 3. Argamassas Na construção de edifícios e estruturas utilizando tijolos, blocos de parede e painéis, são utilizadas várias argamassas. Quando se realiza a alvenaria, a instalação de blocos e painéis de parede, são utilizadas argamassas de cimento, que possuem composições de 1: 1 a 1: 6, ou seja, são tomadas de 1 a 6 partes de areia para uma parte volumétrica de cimento (argamassas 1 são mais frequentemente usados: 1 e 1:2). As argamassas de cimento na proporção de 1: 3 ou 1: 4 são usadas para rebocar as partes inferiores das fundações em ambiente úmido, rodapés e paredes externas de edifícios. Além das argamassas de cimento, outros tipos de argamassas também são usados: cal, gesso и misturado. Todas as soluções são subdivididas de acordo com a densidade média no estado seco - em pesadas, com densidade média de 1500 kg / m3 e mais, e leve, com densidade média inferior a 1500 kg/m 3; as marcas são definidas de acordo com o limite: 4, 10, 25, 50, 75, 100, 150, 200. A marca da argamassa e a proporção nas composições dependem da marca do cimento. Por exemplo, a marca de argamassa de cimento 50, com o uso de cimento M-400, a composição será de 1: 6 (para uma parte de cimento - 6 partes de areia). As argamassas de cimento-cal (misturadas) são utilizadas para rebocar paredes exteriores, partes molhadas do edifício. Composições de argamassas de cimento-cal (cimento: pasta de cal: areia) em partes volumétricas: 1: 1: 1; 1:2:8; 1:2:11 e 1:3:15; essas proporções dependem da marca do cimento. As argamassas de cal e gesso destinam-se principalmente ao reboco de superfícies de madeira de ambientes não umedecidos, bem como superfícies de pedra e papelão. As argamassas de cal são utilizadas para o reboco de salas secas, estruturas de pedra, tijolo, madeira e adobe. A quantidade de areia adicionada à solução depende da "gordura" da argila. Para melhorar a resistência e a qualidade do trabalho durante a alvenaria e o reboco, plastificantes orgânicos - formadores de microespuma (sabão naft, soda cáustica, resíduos de caldo de sabão, etc.) são introduzidos na composição das argamassas. Para o acabamento de fachadas de edifícios e interiores de instalações internas, bem como para o acabamento de fábrica das superfícies frontais de painéis de parede e grandes blocos, são utilizadas argamassas decorativas: terrasite, cimento-areia, cal-areia. Para obter o desenho desejado, nestas soluções para gesso decorativo são introduzidos aditivos corantes - pigmentos (resistentes à luz, resistentes aos álcalis e resistentes aos ácidos - naturais e artificiais). Para o preenchimento dos canais das estruturas de concreto armado protendido, são utilizadas as chamadas argamassas de injeção - cimento-areia e cimento. Para assentamento de fornos industriais e outras unidades térmicas de tijolos de aluminossilicato, é utilizada argamassa especial de cimento refractário, resistente ao calor . A argamassa refratária-bauxita também é usada para trabalhos semelhantes (ao colocar elementos de fornos operando em temperaturas de +1300 a +1350 ° C). Na fabricação dessas soluções resistentes ao calor, o cimento Portland e o cimento Portland plastificado são usados como aglutinante em argamassas de cimento refratário, e o vidro líquido de sódio com um módulo de 2,5-3 é usado em argamassa de bauxita refratária. 4. Agregados inorgânicos para concreto Materiais de construção não metálicos, pedra britada, escória e areia de resíduos de várias indústrias, bem como materiais porosos naturais e artificiais são usados como agregados inorgânicos para concreto. A pedra britada e a areia de resíduos industriais (mineração e beneficiamento) são classificadas como materiais densos. materiais naturais porosos são tufo e pedra-pomes de origem vulcânica. agregados graúdos são brita e cascalho, areia fina. A pedra britada de escória é usada como um grande agregado denso na fabricação de concreto pesado de concreto pré-fabricado e monolítico e estruturas de concreto armado, partes de edifícios e estruturas. Por força, a pedra britada de escórias metalúrgicas densas é dividida nos seguintes graus: DR 15, DR 25, DR 35, DR 45. Na fabricação de concreto leve (isolante térmico e estrutural), brita e areia argilosa expandida são utilizados como agregados. Esses materiais são agregados artificiais porosos. A areia argilosa expandida é obtida esmagando cascalho argiloso expandido. Dependendo da densidade, o cascalho de cada fração é dividido em notas: 250, 300, 350, 400, 450, 500 e 600. A areia argilosa expandida, dependendo da densidade e da fração, tem notas de 500 a 900. Na fabricação de concreto leve estrutural e isolante térmico estrutural, a pedra britada (brita) e a areia termolítica são usadas como cargas. Para a fabricação do concreto leve estrutural, a brita e a areia agloporítica são amplamente utilizadas como agregados, que são obtidos pela trituração de tortas formadas como resultado da aglomeração de carga granular, composta por matérias-primas minerais naturais e resíduos industriais. Na fabricação de concreto leve estrutural e isolante de calor, além dos agregados artificiais porosos acima, são utilizados cascalho e areia de shungizita. Esse cascalho é obtido queimando rochas contendo shungita, e a areia é obtida esmagando esse cascalho. O cascalho Shungizite de cada fração, dependendo da densidade aparente, é dividido em graus 200, 250, 550 e a areia do cascalho acima - em graus 500-900. Na construção, areia e pedra britada, perlita expandida, obtida por moagem e tratamento térmico de rochas vulcânicas contendo água, são amplamente utilizadas há muito tempo. Esses materiais são usados na fabricação de concreto leve, e a areia de perlita também é usada para aterros isolantes de calor, argamassas de gesso, materiais de isolamento térmico e acústico e produtos. Graus de areia de perlita expandida por densidade aparente - de 75 a 500 e brita - de 200 a 500. Por mais de cinquenta anos, um material tão maravilhoso como a vermiculita expandida tem sido usado na construção como um aterro isolante de calor a uma temperatura de superfícies isoladas de -260 ° C a +100 ° C. A matéria-prima para obtenção da vermiculita expandida por queima são as micas hidratadas naturais. Graus de vermiculita por densidade aparente - 100, 150, 200. 5. Produtos à base de ligantes minerais Por muitos anos (nos séculos XX-XXI), vários produtos à base de aglutinantes minerais foram amplamente utilizados na construção. Os mais comuns na produção de obras de construção são produtos de gesso e concreto de gesso. As placas de gesso são frequentemente usadas para paredes divisórias em edifícios com condições ambientes secos e normais. Amplamente utilizado no século XNUMX. e agora as placas de gesso cartonado são utilizadas para acabamento e arranjo de paredes e divisórias em edifícios e salas com condições de umidade seca e normal, bem como para a fabricação de produtos decorativos e insonorizantes. Para a instalação de divisórias de suporte em edifícios para vários fins, são utilizados painéis de concreto de gesso, feitos de concreto sobre um aglutinante de gesso ou gesso. Em toda a construção são utilizados diversos produtos de fibrocimento: chapas planas e perfiladas, lajes e painéis - para paredes e revestimentos, tubos e conexões. Os produtos feitos de cimento de amianto têm muitas propriedades valiosas: resistência ao gelo, resistência à água, alta condutividade térmica, são facilmente polidos e usinados, não apodrecem e são resistentes ao fogo. Por muito tempo, as telhas de cimento-areia, feitas de uma mistura de cimento Portland, areia e argila, foram e estão sendo usadas na construção (para arranjo de telhados). Essas telhas têm as seguintes dimensões: comprimento 390 mm, largura 240 mm e espessura 8-10 mm, a profundidade das ranhuras é de cerca de 5 mm e a altura dos espigões para suspensão é de pelo menos 10 mm. Para a fixação do torneamento do telhado na telha, é feito um furo passante na parte sobreposta durante a fabricação. Nas cidades, para a instalação de pavimentos pré-fabricados de calçadas, paisagismo e vias de pedestres, locais de pouso em linhas de transporte público, são amplamente utilizadas lajes de concreto para pavimentação, feitas de concreto pesado com diversos aditivos que garantem o funcionamento a longo prazo de tais produtos. As lajes de concreto são feitas na forma de um quadrado, retângulo, hexágono regular ou figuras fechadas curvilíneas. Com base em ligantes minerais, vários produtos arquitetônicos e de construção são fabricados na forma de lajes decorativas com mosaico, superfícies ornamentais, destinadas ao revestimento externo e interno de elementos de edifícios e estruturas. Também são produzidas lajes de fachada de concreto, usadas para revestimento de paredes e rodapés de edifícios e estruturas de pedra. Além dos produtos acima na construção (principalmente de baixo crescimento), as pedras de concreto de parede são usadas para estruturas de suporte e fechamento de edifícios residenciais, públicos, industriais e agrícolas. Essas pedras são feitas na forma de paralelepípedos retangulares encorpados e ocos, são comuns e faciais. Estes últimos são feitos com superfícies frontais pintadas e não pintadas. As pedras da parede de concreto são produzidas por usinas de concreto dos seguintes tipos: "SKTs" - em um aglutinante de cimento; "SKI" - em cal; "SKSH" - na escória; "SKT" - em um fichário de gesso. 6. Produtos de concreto pré-fabricado e concreto armado O uso de concreto pré-fabricado e produtos de concreto armado forma a base da construção de capital em muitos setores da economia do país. Na habitação e na construção civil é utilizada uma vasta gama de produtos pré-fabricados em betão e betão armado: fundações monolíticas em betão armado, blocos de parede, lajes em betão armado, lances de escadas e patamares, painéis de paredes e divisórias, peitoris, travessas, varandas, blocos de instalações sanitárias, parapeitos e outros produtos . O concreto armado é o principal material de construção, que combina concreto (vários tipos - leve, pesado, etc.) e reforço de aço (feito de classes de aço especiais 35GS-AP, classes A - III, A - IV), localizado em uma zona esticada da estrutura e percebendo tensões de tração As tensões de compressão são transmitidas ao concreto em tal produto. As estruturas de concreto armado são monolíticas, concretadas no canteiro de obras (fundações monolíticas de concreto armado, bem como paredes portantes de edifícios - com cofragem especial - de acordo com uma nova tecnologia para a construção de edifícios residenciais) e pré-fabricadas, montadas em o canteiro de obras a partir de elementos individuais (painéis de parede ou blocos na construção de habitações com painéis grandes). Para a construção industrial, também é utilizada uma ampla gama de produtos pré-fabricados de concreto e concreto armado: blocos de fundação (FBS-4, FBS-5, etc.), almofadas, vigas, travessas, concreto pré-fabricado e estacas de concreto armado, treliças, arcos, vigas de guindaste, degraus e plataformas, etc. Na construção de transportes, travessas de concreto armado (em vez de madeira), elementos de plataformas de passageiros e carga, bueiros e tubos de concreto armado, bem como superestruturas de pontes de concreto pré-fabricado e concreto armado são amplamente usado. Uma grande variedade de produtos pré-fabricados de concreto e concreto armado são usados na construção agrícola: blocos de fundação (FBS1, FBS-2, FBS-3, etc.), almofadas de fundação, fundações de concreto armado moldadas in loco, treliças, pilares de estacas , vigas, painéis de piso, paredes e divisórias, elementos de estufas, estufas, silos, bandejas de concreto armado (L-3, L-4, L-5), elementos de poços pré-fabricados de concreto armado. Para sistemas de recuperação de terrenos, tais produtos pré-fabricados de concreto e concreto armado são fabricados como tubos para tubulações de pressão com conexões protendidas, tubos lisos de fluxo livre, bandejas de concreto armado (L-4, L-5, L-6), anéis de concreto armado e coberturas, lajes de concreto armado (colocadas em canais de irrigação abertos). Nos sistemas de esgotos urbanos, também são utilizados tubos de encaixe sem pressão de concreto armado, tubos lisos sem pressão, anéis e tampas de concreto armado. Elementos de cercas pré-fabricadas de concreto armado são utilizados para equipar a vedação de importantes instalações industriais (centrais nucleares, centrais e campos militares, etc.). Na instalação de linhas aéreas de energia e comunicações, postes de concreto armado de vários formatos são amplamente utilizados - redondos, quadrados, retangulares, os mesmos produtos também são usados \uXNUMXb\uXNUMXbna eletrificação de ferrovias. Autor: Alekseev V.S.
▪ Higiene geral. Notas de aula ▪ Direito executivo penal. Berço ▪ Finanças estaduais e municipais. Berço
Couro artificial para emulação de toque
15.04.2024 Areia para gatos Petgugu Global
15.04.2024 A atratividade de homens atenciosos
14.04.2024
▪ seção do site Comunicação móvel. Seleção de artigos ▪ artigo Imprensa fiscal. expressão popular ▪ artigo Os guaxinins lavam a comida? Resposta detalhada ▪ artigo Impatiens. Lendas, cultivo, métodos de aplicação ▪ artigo Motores AC síncronos. Enciclopédia de rádio eletrônica e engenharia elétrica ▪ artigo Transmissor QRP CW. Enciclopédia de rádio eletrônica e engenharia elétrica
Página principal | Biblioteca | Artigos | Mapa do Site | Revisões do site
www.diagrama.com.ua |


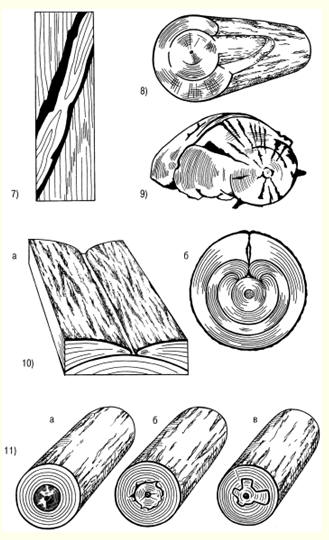
 Veja outros artigos seção
Veja outros artigos seção 